Inhalt
In diesem Artikel werden die „ rohr- während der produktionsprüfung “ und die Tätigkeiten erläutert, die die Fremdüberwachung als unabhängige Prüfstelle zur Überprüfung der Qualität und Quantität der Produkte während der Rohrfertigung durchführt.
Einführung:
Im ersten und zweiIm ersten und zweiten Teil wurde die „Rohr-begleitende Inspektion“ mit verschiedenen Schritten beschrieben.
Im dritten Teil wurde versucht, die Schritte zur Fertigstellung und Endkontrolle zu beschreiben.

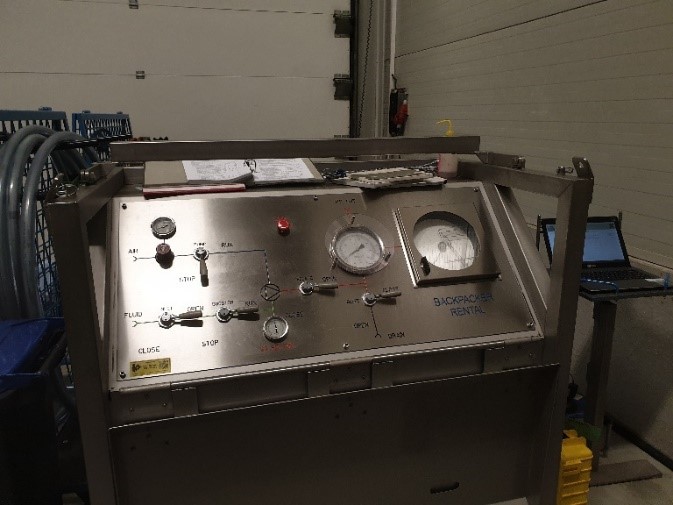
1- Warum sollte der hydrostatische Drucktest angewendet werden?
Der hydrostatische Drucktest wird am Rohr durchgeführt, um die Festigkeit des hergestellten Rohres im Vergleich zum maximal zulässigen Arbeitsdruck (MAWP) zu überprüfen. Die Prüfparameter wie Wassertemperatur, Prüfdruck, Chloridgehalt usw. werden während der Prüfung durch Fremdüberwachung kontrolliert. Jede Verformung oder Druckabfall sollte mit den entsprechenden Annahmekriterien verglichen werden, ob der geprüfte Gegenstand akzeptiert werden kann oder abgelehnt werden muss.
2- Gewinde-Inspektion
2.1- Gewinde-Inspektion zum Gewinde-Schneiden von Rohren
Bei den Gewinderohren sollten die Gewindemaße anhand der entsprechenden Normen zu Länge, Gewindelänge, Tiefe und Winkel usw. gemäß den angegebenen Toleranzen kontrolliert werden. Der technische Prüfer bezeugt die Einfädelkontrolle anhand des festgelegten Eingriffs in den Prüf- und Prüfplan für TPI.

2.2- Welche Instrumente werden für die Gewindeinspektion verwendet?
Die Prüfgeräte, die bei der Gewindeprüfung eingesetzt werden, unterteilen sich im Allgemeinen in verschiedene Messinstrumente (z. B. Messschieber, Mikrometer, Endoskop, …) und Gewindelehren (z. B. Go-Not-Go-Messgeräte).

2.3- Gewindeschutzkappe
Nach erfolgreicher Einfädelkontrolle wird die Gewindeschutzkappe verwendet, um die richtige Konservierung zu erreichen.

3- Sichtprüfung auf „Rohr-während der Produktionsprüfung“
Als abschließender Teil der „Rohr-während der Produktionsprüfung“ sollte am Ende des Fertigungsprozesses eine Sichtprüfung innen und außen durchgeführt werden, um sicherzustellen, dass sich die Rohre in einem ordnungsgemäßen Zustand ohne Oberflächenfehler, Lackierung und Schweißfehler befinden, oder eben nicht akzeptablen Abweichungen unterliegen.

Abweichungen oder Unstimmigkeiten meldet der TPI-Vertreter dem Kunden für weitere notwendige Maßnahmen.

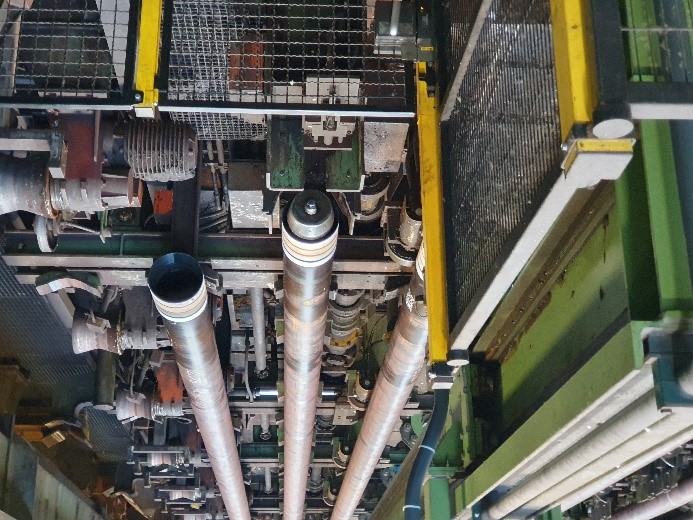
Rohrinspektion-Drifttest:
Der Zweck der Durchführung des Drifttests besteht darin, die Ovalität und den Innendurchmesser der Rohre zu kontrollieren. Die Prüfung wird mit einem zylindrischen Messgerät über die gesamte Länge des Rohres durchgeführt. Damit kann jeder nicht akzeptierte Innendurchmesser oder jede Abweichung in der Rundheit überwacht und beobachtet werden. Der Fremdinspektor beobachtet den Test und kontrolliert die Ergebnisse. Abschließend werden die Ergebnisse dem Auftraggeber mitgeteilt.
Maßkontrolle:
Die Maße wie Außendurchmesser, Wanddicke und Längenwerte werden gemäß den Referenzdokumenten von den kalibrierten Instrumenten und Werkzeugen unter Aufsicht des Inspektors überprüft.

Restmagnetismus Kontrolle
Als Schritt der Rohrinspektion sollte der Rest an Magnetismus, der wahrscheinlich aus dem Herstellungsprozess an den Stahlrohren verbleibt, kontrolliert werden und im Bereich der Akzeptanzgrenze liegen.

7- VERARBEITUNG – MARKIERUNG
Auf die äußere Oberfläche der Produkte wird eine Mahlbeschichtung aufgebracht. Anschließend wird die Kennzeichnung gemäß den entsprechenden Verfahren und Referenzdokumenten auf die Rohre gedruckt oder graviert.

Darüber hinaus werden die Sortenkennzeichnung und die Farbcodes gemäß der Referenzspezifikation geprüft.

Abschluss:
Es ist zu erwähnen, dass aufgrund unterschiedlicher Typen, Materialien und Rohrverwendungen so viele Prüfungen bestehen, die von der Fremdprüfstelle überprüft werden könnten, um sicherzustellen, dass die bestellten Produkte den internationalen Standards oder spezifischen technischen Anforderungen des Kunden entsprechen. Während der Produktion bietet eine Inspektion nicht nur die abschließende Qualitätskontrolle, sondern auch die Parameter, die im Herstellungsprozess kontrolliert werden sollten, um alle Anforderungen zu erfüllen.