Ein Fehler oder eine Unstetigkeit ist ein Mangel, wenn bestimmte Eigenschaften wie Art, Größe, Streuung oder Lage die zulässigen Standards überschreiten und nicht akzeptabel sind.
In der Verordnung zum Schweißen von Stahlkonstruktionen (AWS D1.1) wird die Diskontinuität des Schmelztyps als Schlackeneinschluss, unvollständige Schmelze und unvollständige Eindringung bezeichnet. In vielen Normen und Codes wird die Diskontinuität des Schmelztyps weniger als Rissbildung betrachtet, aber einige Normen verbieten nicht nur Rissbildung, sondern auch unvollständige Schmelzen oder unvollständige Durchdringung (wie BS 5500). Abgerundete Diskontinuitäten längliche Diskontinuitäten können überall in der Schweißnaht auftreten und sind in jeder Richtung vorhersehbar.
Schweißfehler
Um eine Qualitätsschweißung zu erzielen, müssen die Schweißvariablen richtig gewählt werden. Zu diesen Variablen gehören der für das Grundmetall geeignete Elektrodentyp in Bezug auf die Art der Beschichtung und des Zusatzwerkstoffs, die Schweißbedingungen, die Art der Verbindungen, die Schweißtechnik und die Art der Eigenschaften (Frage Katrin: Die Art der Eigenschaften von was?). Elektrizität umfasst Polarität, Stromstärke und Spannung. Wenn die Auswahl und Verwendung einer dieser Komponenten mit Unvollkommenheit verbunden ist, ist die Schweißnaht fehlerhaft. Im Folgenden werden einige der wichtigsten Arten von Schweißdefinitionsfehlern beschrieben.
Testen:
Prüfung von Schweißnähten zur Bestimmung von Eigenschaften wie Duktilität, Festigkeit, Zugeigenschaften, Härte, Bruchzähigkeit, Ermüdungseigenschaften von geschweißten Strukturverbindungen, Korrosionsfaktoren oder Verhalten bei erhöhter Temperatur.
Ein Dokument, das die erforderlichen Schweißvariablen für eine bestimmte Anwendung enthält, um die Wiederholbarkeit durch entsprechend geschulter Schweißer und Schweißpersonal zu gewährleisten.
AWS A3.0M / A3.0: 2010
Schweißverfahrensqualifikationsprotokoll:
Eine Aufzeichnung der Schweißvariablen, die verwendet werden, um eine akzeptable Schweißkonstruktionsprüfung zu erstellen, und die Ergebnisse von Prüfungen, die an der Schweißkonstruktion durchgeführt wurden, um eine Schweißverfahrensspezifikation zu qualifizieren.
AWS A3.0M / A3.0: 2010
Schmelztiefe:
Der Abstand, um den sich die Schmelze in das Grundmetall oder die vorherige Schweißraupe von der beim Schweißen aufgeschmolzenen Oberfläche erstreckt.
AWS A3.0M / A3.0: 2010
Festigkeitsverstärkung:
Schweißnahtverstärkung auf der Seite der Verbindung, von der aus geschweißt wurde.
AWS A3.0M / A3.0: 2010
Fischauge:
Eine auf das Vorhandensein von Wasserstoff in der Schweißnaht zurückzuführende Diskontinuität, die an der Bruchfläche einer Schweißnaht im Stahl beobachtet wird, die aus einer kleinen Pore oder einem Einschluss besteht, die von einem meist runden, blanken Bereich umgeben ist.
AWS A3.0M / A3.0: 2010
Durchbrennen:
Ein Loch oder eine Vertiefung in der Wurzelwulst einer einreihigen Schweißnaht aufgrund einer übermäßigen Einschweißung (Penetration).
AWS A3.0M / A3.0: 2010
Verzerrung:
Die ungleichmäßige Ausdehnung und Kontraktion von Schweißgut und angrenzendem Grundwerkstoff während des Aufheiz- und Abkühlzyklus des Schweißprozesses.
Jeffersons WELDING ENCYCLOPEDIA Eighteenth Edition. Herausgegeben von ROBERT L.
Schrumpfung des Schweißmetalls:
Genau zu dem Zeitpunkt, zu dem das Schweißgut erstarrt und mit dem Grundwerkstoff verschmilzt, befindet es sich in seinem maximal verbrauchten Zustand und nimmt tatsächlich das größte Volumen ein, das es als Feststoff einnehmen kann. Beim Abkühlen zieht es sich auf das Volumen zusammen, das es normalerweise bei niedrigeren Temperaturen einnehmen würde, wenn es nicht durch das benachbarte Grundmetall daran gehindert würde.
Jeffersons WELDING ENCYCLOPEDIA Eighteenth Edition. Herausgegeben von ROBERT L.
Schrumpfung unedler Metalle:
Schrumpfung, die Spannungen erzeugt, die zu Verformungen im Grundwerkstoff neben der Schweißnaht führen, verschärft das Problem der Schrumpfung in der Schweißnaht zusätzlich. Beim Schweißen wird auch der Grundwerkstoff in der Nähe des Lichtbogens bis zum Schmelzpunkt erhitzt. Einige Zentimeter weiter entfernt ist die Temperatur des Grundmetalls wesentlich niedriger. Dieser starke Temperaturunterschied verursacht eine ungleichmäßige Ausdehnung, gefolgt von einer Bewegung des Grundwerkstoffs oder einer Metallverschiebung, wenn die zu verbindenden Teile eingespannt sind. Wenn der Lichtbogen weiter in die Fuge eindringt und damit die Wärmequelle verlagert, beginnt das Grundmetall abzukühlen und zusammen mit dem Schweißgut zu schrumpfen. Wenn das umgebende Metall das wärmebeeinflusste Grundmetall daran hindert, sich normal zusammenzuziehen, bauen sich innere Spannungen auf, die sich mit den im Schweißgut entwickelten Spannungen verbinden und die Tendenz zum Verzug erhöhen.
Jeffersons WELDING ENCYCLOPEDIA Achtzehnte Ausgabe. Herausgegeben von ROBERT L. O’BRIEN
Querschrumpf der Schweißnaht:
Eine Stumpfschweißnaht zwischen zwei Blechstücken verändert durch Querschrumpfen die Breite der Baugruppe, wie in Abbildung dargestellt.
Jeffersons WELDING ENCYCLOPEDIA Achtzehnte Ausgabe. Herausgegeben von ROBERT L. O’BRIEN
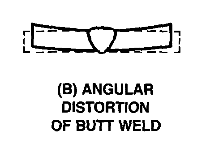
Winkelverzug der Stumpfnaht:
In diesem Fall führt die größere Menge an Schweißgut an der Oberseite der Schweißnaht zu einer stärkeren Schrumpfung an der Oberfläche, wodurch die Enden der Platte angehoben werden. Erhöhen entweder des eingeschlossenen Winkels oder der Schweißnahtverstärkung, führt zu noch größerem Verzug.
Jeffersons WELDING ENCYCLOPEDIA Eighteenth Edition. Herausgegeben von ROBERT L.
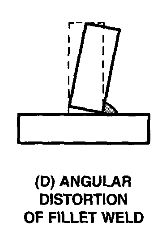
Winkelverzerrung:
s ein Problem mit Kehlnähten. Wenn sich die Verrundungen in einer T-Baugruppe über der neutralen Achse (Schwerpunkt) der Baugruppe befinden, neigen die Enden des Elements dazu, nach oben gebogen zu werden.
Eine Technik zum Aufdecken von Fehlern und Defekten in einem Material oder Gerät, ohne die Testprobe zu beschädigen oder zu zerstören; umfasst die Verwendung von Röntgenstrahlen, Ultraschall, Radiographie und magnetischem Fluss.
Wörterbuch der Ingenieurwissenschaften zweite Auflage, McGraw-Hill
Die Entwicklung und Anwendung technischer Methoden zur Untersuchung von Materialien oder Komponenten auf eine Weise, die die zukünftige Nutzbarkeit und Gebrauchstauglichkeit nicht beeinträchtigt, um Fehler zu erkennen, zu lokalisieren, zu messen und zu bewerten; um Integrität, Eigenschaften und Zusammensetzung zu beurteilen; und geometrische Eigenschaften zu messen.
ASTM WÖRTERBUCH FÜR INGENIEURWISSENSCHAFT & TECHNOLOGIE
Die Bestimmung des physikalischen Zustands eines Objekts, ohne die Fähigkeit dieses Objekts zu beeinträchtigen, seine beabsichtigte Funktion zu erfüllen. Zerstörungsfreie Prüftechniken verwenden typischerweise eine Sondierungsenergieform, um Materialeigenschaften zu bestimmen oder das Vorhandensein von Materialdiskontinuitäten (Oberfläche, intern oder verdeckt) anzuzeigen.
EINE ENZYKLOPÄDIE DER zerstörungsfreien Prüfung
Zerstörungsfreie Auswertung:
Eine Technik zum Untersuchen und Erfassen von Materialstruktur und -eigenschaften, ohne Schäden zu verursachen (im Gegensatz zum Aufdecken von Fehlern und Defekten).
Wörterbuch der Ingenieurwissenschaften zweite Ausgabe, McGraw-Hill
Ein anderer Begriff für zerstörungsfreie Prüfung. In Forschungs- und akademischen Gemeinschaften wird das Wort Bewertung oft bevorzugt, weil es die Interpretation durch sachkundiges Personal betont.
EINE ENZYKLOPÄDIE DER zerstörungsfreien Prüfung
Kalter Riss:
Ein Riss, der in Metall bei oder nahe Umgebungstemperaturen auftritt. Kaltrisse können in Grundwerkstoff- (BMZ), Wärmeeinfluss- (WEZ) und Schweißgutzonen (WMZ) auftreten. Siehe auch Heiß Riss
AWS A3.0M / A3.0: 2010
Heißer Riss:
Ein Riss, der in einem Metall während der Erstarrung oder bei erhöhten Temperaturen auftritt. Heißrisse können sowohl in der Wärmeeinflusszone (WEZ) als auch in der Schweißgutzone (WMZ) auftreten.
AWS A3.0M / A3.0: 2010
Kaltlötverbindung:
Eine Lötstelle mit unvollständiger metallischer Bindung durch unzureichende Erwärmung des Grundmaterials beim Löten.
AWS A3.0M / A3.0: 2010
Einschluss:
Eingeschlossene Fremdkörper wie Schlacke, Flussmittel, Wolfram oder Oxid.
AWS A3.0M / A3.0: 2010
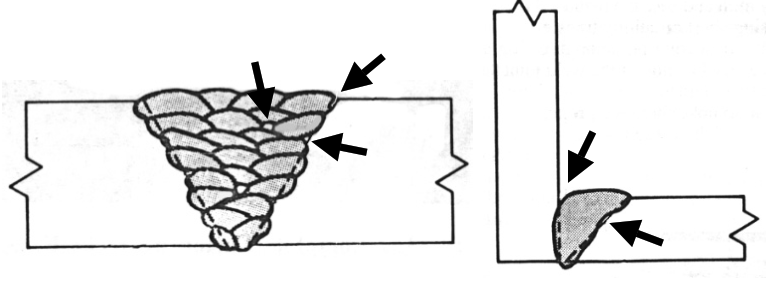
Unvollständige Fusion:
Eine Nahtdiskontinuität, bei der keine Schmelze zwischen dem Schweißgut und den Schmelzflächen oder den angrenzenden Schweißraupen aufgetreten ist.
AWS A3.0M / A3.0: 2010
Unvollständige Dichtungsdurchdringung:
Ein Zustand der Verbindungswurzel in einer Rillenschweißung, bei dem das Schweißgut nicht durch die Verbindungsdicke reicht
AWS A3.0M / A3.0: 2010
Kraterriss:
Ein Riss wurde in einem Krater initiiert und lokalisiert.
AWS A3.0M / A3.0: 2010
Riss im Krater am Ende einer Schweißnaht, der vorkommen kann.
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
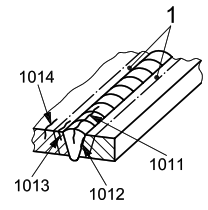
Längsriss:
Riss, der im Wesentlichen parallel zur Achse der Schweißnaht verläuft.
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
Es kann aufgestellt werden – im Schweißgut, (1011) – an der Schweißstelle, (1012) – in der Wärmeeinflusszone, (1013) – im Stammmaterial (1014) – Wärmeeinflusszone (1)
Querriss:
Riss, der im Wesentlichen quer zur Schweißnahtachse verläuft.
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
Es kann aufgestellt werden – im Schweißgut, (1021) – in der Wärmeeinflusszone, (1023) – im Stammmaterial (1014)
Lineare Diskontinuität:
Eine Diskontinuität, deren Länge wesentlich größer ist als ihre Breite.
AWS A3.0M / A3.0: 2010
Schlackeneinschluss:
Eine Diskontinuität, die aus Schlacke besteht, die im Schweißgut oder an der Schweißnahtstelle eingeschlossen ist.
AWS A3.0M / A3.0: 2010
Überlappung:
Schmelzschweißen: Das Überstehen des Schweißguts über die Schweißnaht oder den Schweißnahtfuß hinaus.
Widerstandsnahtschweißen: Der Teil des vorhergehenden Schweißnuggets, der von der nachfolgenden Schweißung umgeschmolzen wurde.
AWS A3.0M / A3.0: 2010
Spritzer:
Die beim Schmelzschweißen ausgestoßenen Metallpartikel bilden keinen Bestandteil der Schweißnaht.
AWS A3.0M / A3.0: 2010
Übermäßige Verstärkung:
Wird mehr als die erforderliche Menge geschweißt oder die Schweißgeschwindigkeit reduziert, kann es zu einer Erhöhung der Schweißbewegung kommen, die, wenn sie die in der Norm angegebenen Werte überschreitet, als zusätzlicher Schweißbewehrungsfehler bezeichnet wird. Dieser Fehler kann sich aufgrund des erhöhten Spannungskonzentrationsniveaus erheblich auf das Lastabtragungspotential in der Schweißverbindung auswirken.
Verstärkung der Kehlnaht ist zu groß. (503)
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: F Gebrauchsschweißen
1 normal
Gaskammer
Der durch eingeschlossenes Gas gebildete Hohlraum.
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
Wurmloch
Der röhrenförmige Hohlraum im Schweißgut, der durch die Freisetzung von Gas entsteht.
Form und Lage von Wurmlöchern werden durch die Art der Erstarrung und die Gasquellen bestimmt. Im Allgemeinen sind sie in Clustern gruppiert und in einer Fischgrätformation verteilt. Einige Wurmlöcher können die Oberfläche der Schweißnaht durchbrechen (2016)
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
Schlackeneinschluss:
Eine Diskontinuität, die aus Schlacke besteht, die im Schweißgut oder an der Schweißnahtstelle eingeschlossen ist.
AWS A3.0M / A3.0: 2010
feste Einschlüsse in Form von Schlacke, Schlackeneinschlüsse können linear, isoliert, geclustert sein.
ISO 6520-1: 2007 (E / F) Schweißen und verwandte Verfahren – Klassifizierung von geometrischen Unvollkommenheiten in metallischen Werkstoffen – Teil 1: Schmelzschweißen
Wolfram-Einschluss:
Eine Diskontinuität, die aus im Schweißgut eingeschlossenem Wolfram besteht.