Heutzutage ist es schwierig, eine Struktur zu finden, die kein Schweißen verwendet. Dafür gibt es mehrere Gründe, und einer der Hauptgründe ist vielleicht, die Wirtschaftlichkeit. Schweißverbindungen haben neben vielen Vorteilen auch Nachteile, die von qualifizierten Personen geprüft und getestet werden müssen, um die Einhaltung der Qualitätsanforderungen zu gewährleisten. Die Notwendigkeit von Schweißverbindungen zur Inspektion und Prüfung ist auf das Vorhandensein von Unstetigkeiten in der Schweißnaht und die Notwendigkeit von Erst- und Betriebsprüfungen dieser Unstetigkeiten zurückzuführen.
Schweißfehler
Wenn wir über Schweißfehler sprechen möchten, müssen wir zunächst die technische Definition des Fehlers festlegen. Ein Fehler ist ein Defekt, der unter allgemeinen oder vorhersehbaren Bedingungen wahrscheinlich ein strukturelles Versagen verursacht. Ein Defekt ist eigentlich eine Diskontinuität, die gemäß dem Code oder den technischen Spezifikationen nicht akzeptabel ist. Daher kann eine spezifische Diskontinuität als Defekt in einer Struktur und als Defekt in einer anderen angesehen werden. Schweißfehler (Fehler in der Schweißzone) können zweidimensional (wie Risse) oder dreidimensionale Schweißfehler (wie Poren und Hohlräume) sein.
Zweidimensionale Schweißfehler sind gefährlicher und schwieriger zu erkennen und zu verfolgen. Es ist jedoch zu beachten, dass sowohl zweidimensionale als auch dreidimensionale Schweißfehler zu Spannungskonzentrationen führen, die für dynamische Belastungen wichtig sind. Überschüssige Poren oder Porosität weisen auch auf eine schwache Schweißnaht hin, die neben der Pore andere gefährlichere Fehler aufweisen kann.
Diskontinuität:
Eine Unterbrechung der typischen Struktur eines Werkstoffs, wie z. B. ein Mangel an Homogenität in seinen mechanischen, metallurgischen oder physikalischen Eigenschaften. Eine Diskontinuität ist nicht unbedingt ein Mangel.
Eine Diskontinuität oder Diskontinuitäten, die aufgrund ihrer Natur oder kumulierten Wirkung dazu führen, dass ein Teil oder Produkt nicht in der Lage ist, die geltenden Mindestabnahmestandards oder -spezifikationen zu erfüllen
AWS A3.0M/A3.0: 2010
Fehler:
Eine Diskontinuität oder Diskontinuitäten, die aufgrund ihrer Natur oder kumulierten Auswirkungen dazu führen, dass ein Teil oder Produkt nicht in der Lage ist, die geltenden Mindestabnahmestandards oder -spezifikationen zu erfüllen. Der Begriff bezeichnet die Fähigkeit zur Zurückweisung.
AWS A3.0M/A3.0:2010
Ausgerichtete Diskontinuitäten:
Drei oder mehr Diskontinuitäten, die ungefähr parallel zur Schweißnahtachse ausgerichtet sind und ausreichend eng voneinander entfernt sind, um als eine einzelne intermittierende Diskontinuität angesehen zu werden.
Eine Diskontinuität, die aus einem Lichtbogen resultiert und aus einem lokalisierten umgeschmolzenen Metall, einem durch Hitzeeinwirkung beeinflussten Metall oder einer Änderung des Oberflächenprofils eines Metallgegenstands besteht.
AWS A3.0M/A3.0:2010
Eine Diskontinuität, die aus einem lokalisierten umgeschmolzenen Metall, wärmebeeinflussten Metall oder einer Änderung des Oberflächenprofils eines Teils einer Schweißnaht oder eines Grundmetalls aufgrund eines Lichtbogens besteht.
ASM Handbook, Schweißen, Hartlöten, Löten, Vol.6
Koaleszenz:
Das Zusammenwachsen oder Zusammenwachsen der zu verbindenden Materialien zu einem Körper.
AWS A3.0M/A3.0:2010
Unvollständige Koaleszenz:
Eine Schweißunstetigkeit, bei der keine vollständige Verbindung der Stoßflächen erreicht wurde.
AWS A3.0M/A3.0:2010
Ein Riss, der sich entwickelt, nachdem die Erstarrung abgeschlossen ist.
ASM Handbuch, Schweißen, Hartlöten, Löten, Vol.6
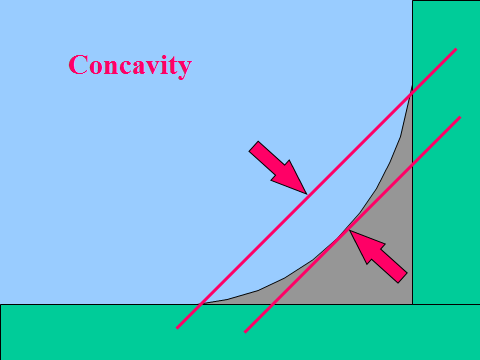
Konkavität:
Eine Schweißnaht, die sich kontinuierlich von einem Ende einer Verbindung zum anderen erstreckt. Wenn das Gelenk im Wesentlichen kreisförmig ist, erstreckt es sich vollständig um das Gelenk herum.
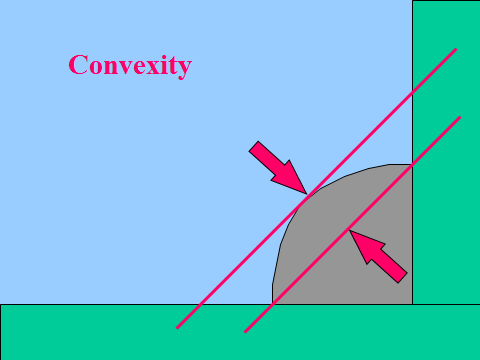
Konvexität ist die in Kehlnähten vorhandene Konfiguration, die als der maximale Abstand von der Fläche einer konvexen Kehlnaht senkrecht zu einer Verbindungslinie zwischen den Schweißnahtspitzen beschrieben wird
AWS B1.10
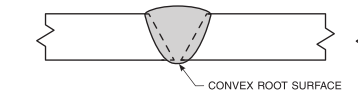
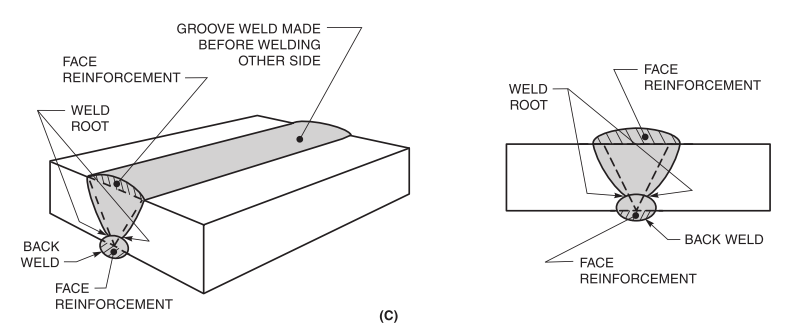
Konvexe Wurzeloberfläche:
Die Konfiguration einer Nutschweißung mit Wurzelverstärkung an der Wurzeloberfläche
sind nichtmetallische Feststoffe, die im Schweißgut oder zwischen Schweißgut und Grundwerkstoff eingeschlossen sind.
AWS B1.10
AUSRICHTUNG:
Anordnung oder Position in der Linie. Um eine genaue und brauchbare Schweißnaht zu erzeugen, wenn mehrere Teile beteiligt sind, eine Ausrichtungslehre ist eine Notwendigkeit.
Jeffersons WELDING ENCYCLOPEDIA, 18. Ausgabe
Hallo-lo:
Der Betrag, um den ein Gelenk an der Wurzel nicht ausgerichtet ist
AWS D1.1
Fehlausrichtung:
Der Betrag, um den ein Gelenk an der Wurzel nicht ausgerichtet ist
An Stoßfugen zu verbindende Teile müssen sorgfältig ausgerichtet werden. Wenn die Teile aufgrund von Exzentrizität in der Ausrichtung wirksam gegen Biegung gehindert sind, darf der Versatz von der theoretischen Ausrichtung 10 % der Dicke des dünneren verbundenen Teils oder 1/8 Zoll [3 mm] nicht überschreiten, je nachdem, welcher Wert kleiner ist.
AWS D1.1
Lichtbogenspannung:
Das elektrische Potential zwischen Elektrode und Werkstück.
AWS A3.0M/A3.0:2010
Die Spannung über dem Schweißlichtbogen.
Die Lichtbogenspannung ist die Gesamtspannung zwischen dem Elektrodenhalter und dem Grundmetall unmittelbar neben den Lichtbogenanschlüssen.
Jeffersons WELDING ENCYCLOPEDIA, 18. Ausgabe
Lichtbogenschweißgerät:
Lichtbogenschweißer ist ein anderer Begriff für Lichtbogenschweißmaschine, die auf eine elektrische Energiequelle angewendet wird, die Schweißströme innerhalb vernünftiger Grenzen zur Verwendung beim Lichtbogenschweißen erzeugt.
Ein Material oder eine Vorrichtung, die beim Elektroschlacken- und Elektrogasschweißen an der Rückseite der Naht neben der Nahtwurzel oder an beiden Seiten einer Naht angebracht wird, um geschmolzenes Schweißgut zu stützen und abzuschirmen. Das Material kann während des Schweißens teilweise verschmolzen sein oder nicht verschmolzen bleiben und kann entweder Metall oder Nichtmetall sein.
AWS A3.0M/A3.0:2010 & ASM Metals Handbuch Vol.6
RÜCKSCHWEIßEN:
An der Rückseite einer Einzelnutschweißung wird eine Schweißnaht hergestellt.
AWS A3.0M/A3.0:2010 & ASM Metals Handbuch Vol.6
RÜCKSCHWEIßERPASS:
Ein Schweißdurchgang, der zu einer Rückschweißung führt.
Das Entfernen von Schweißmetall und Grundmetall von der Schweißwurzelseite einer Schweißverbindung, um eine vollständige Verschmelzung und vollständige Durchdringung der Verbindung beim anschließenden Schweißen von dieser Seite zu erleichtern.
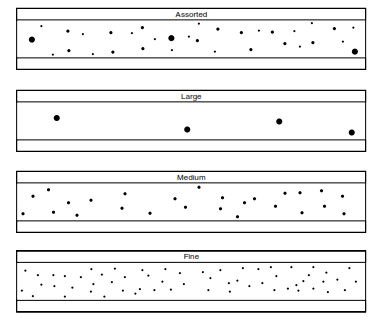
Porosität ist definiert als Gas, das vom erstarrenden Schweißgut eingeschlossen wird, bevor das Gas an die Oberfläche der Schmelzpfütze aufsteigen und entweichen kann. Einzelne oder verstreute Porosität (P) gilt als Mangel, wenn einer der folgenden Zustände vorliegt:
A. Die Größe einer einzelnen Pore überschreitet 3 mm (1/8 Zoll). B. Die Größe einer einzelnen Pore überschreitet 25 % des Verdünners der Nennwanddicken verbunden. C. Die Verteilung der gestreuten Porosität überschreitet die in den Abbildungen 19 oder 20 zulässige Konzentration.
API 1104
Verstreute Porosität:
Fusionszone: Die am Querschnitt einer Schweißnaht ermittelte geschmolzene Grundmetallfläche.
Eine Nut, die neben dem Schweißnahtfuß oder -wurzel in das Grundmetall eingeschmolzen und mit Schweißgut ungefüllt gelassen wurde.
ASM Metals Handbuch Vol.6
Schweißen:
Ein Fügeverfahren, bei dem Werkstoffe durch Erhitzen auf Schweißtemperatur mit oder ohne Druckanwendung oder allein durch Druckanwendung und mit oder ohne Zusatz von Zusatzwerkstoffen zusammengefügt werden.
Eine lokalisierte Koaleszenz von Metallen oder Nichtmetallen wird entweder durch Erhitzen der Werkstoffe auf Schweißtemperatur mit oder ohne Druckbeaufschlagung oder durch Druckbeaufschlagung allein und mit oder ohne Zusatz von Zusatzwerkstoff erzeugt.
sind flache, im Allgemeinen langgestreckte Unstetigkeiten aus unedlen Metallen, die im mittleren Dickenbereich von Schmiedeprodukten zu finden sind.
AWS B1.10
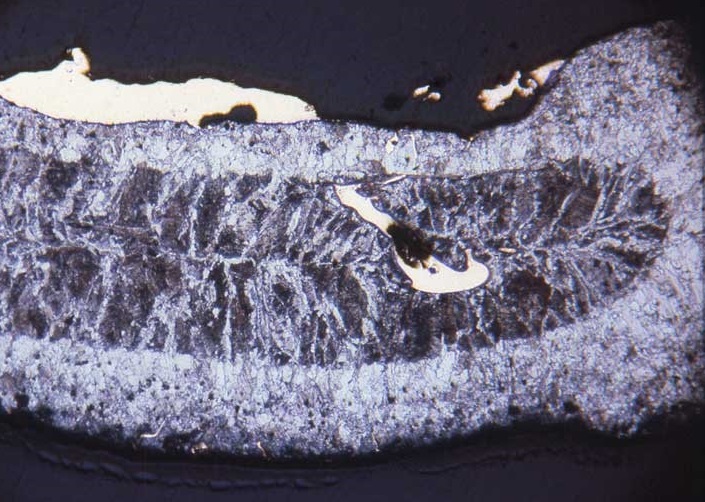
Delamination:
ist die Trennung einer Lamelle unter Spannung. Die Spannungen können durch Schweißen erzeugt oder von außen aufgebracht werden. Die Trennung vorhandener lamellarer Diskontinuitäten kann visuell an den Kanten von Teilen oder Ultraschall durch Prüfung mit einem Geradstrahlsuchgerät gefunden werden. Eine Delaminationsdiskontinuität kann ebenso wie Laminate keine Zugbelastungen senkrecht zur Delaminationsebene übertragen.
AWS B1.10:2010
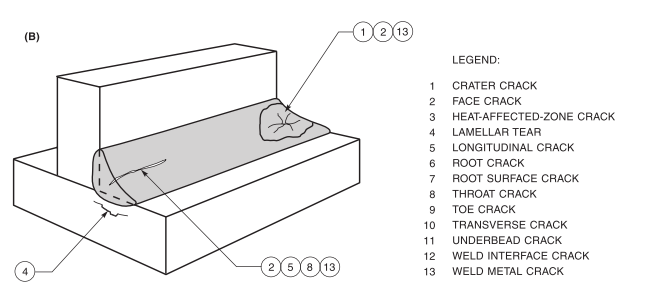
Lamellenriss:
sind terrassenförmige Brüche im Grundmetall mit einer Grundorientierung parallel zur bearbeiteten Oberfläche. Sie entstehen durch die hohe Spannung in Dickenrichtung, die beim Schweißen entsteht
AWS B1.10:2010
Eine unterirdische Terrasse und ein stufenartiger Riss im Grundmetall mit einer Grundorientierung parallel zur bearbeiteten Oberfläche, verursacht durch Zugspannungen in Dickenrichtung der Grundmetalle, geschwächt durch das Vorhandensein kleiner verteilter, flächig geformter, nichtmetallischer Einschlüsse parallel zu die Metalloberfläche