A defect or discontinuity is a defect when certain characteristics, such as type, size, scattering, or position, exceed the permissible standards and are unacceptable.
In the Regulation of Welding of Steel Structures (AWS D1.1), the discontinuity of the fusion type is referred to as slag inclusion, incomplete fusion, and incomplete penetration. In many standards and codes, discontinuity of fusion type is considered less than cracking, but some standards prohibit not only cracking but also incomplete fusion or incomplete penetration (such as BS 5500). Rounded discontinuities elongated discontinuities can occur anywhere in the weld and are predictable in any direction.
Welding defects
In order to achieve a quality weld, the welding variables must be selected correctly. These variables include the type of electrode suitable for the base metal in terms of type of coating and filler metal, welding condition, type of joints, welding technique and types of characteristics. Electricity includes polarity, amperage and voltage.
If the selection and use of any of these components is associated with imperfection, the weld will be defective. In the following, we will describe some of the main types of welding definitions defects.
Testing:
Examination of welds to determine characteristics such as ductility, soundness, tensile properties, hardness, fracture toughness, fatigue properties of welded structural joints, corrosion factors, or behavior at elevated temperature.
A document providing the required welding variables for a specific application to assure repeatability by properly trained welders and welding operators.
AWS A3.0M/A3.0:2010
Welding Procedure Qualification Record:
A record of welding variables used to produce an acceptable test weldment and the results of tests conducted on the weldment to qualify a welding procedure specification.
AWS A3.0M/A3.0:2010
Depth of fusion:
The distance that fusion extends into the base metal or previous bead from the surface melted during welding.
AWS A3.0M/A3.0:2010
Force reinforcement:
Weld reinforcement on the side of the joint from which welding was done
AWS A3.0M/A3.0:2010
Fisheye:
A discontinuity, attributed to the presence of hydrogen in the weld, observed on the fracture surface of a weld in steel consisting of a small pore or inclusion surrounded by an approximately round, bright area.
AWS A3.0M/A3.0:2010
Burn–through:
A hole or depression in the root bead of a single-groove weld due to excess penetration.
AWS A3.0M/A3.0:2010
Distortion:
The non-uniform expansion and contraction of weld metal and adjacent base metal during the heating and cooling cycle of the welding process.
Jefferson’s WELDING ENCYCLOPEDIA Eighteenth Edition Edited by ROBERT L.
Weld Metal Shrinkage:
At the precise time the weld metal solidifies and fuses with the base metal, it is at its maximum expended state, actually occupying the greatest volume it can occupy as a solid. On cooling, it contracts to the volume it would normally occupy at lower temperatures if it were not restrained from doing so by the adjacent base metal.
Jefferson’s WELDING ENCYCLOPEDIA Eighteenth Edition Edited by ROBERT L.
Base Metal Shrinkage:
Shrinkage which produces stresses that lead to distortion in the base metal adjacent to the weld further compounds the problem of shrinkage in the weld. During welding, the base metal near the arc is also heated to the melting point. A few inches away, the temperature of the base metal is substantially lower. This sharp temperature differential causes nonuniform expansion, followed by base metal movement, or metal displacement, if the parts being joined are restrained. As the arc passes further down the joint, thus relocating the source of heat, the base metal begins to cool and shrink along with the weld metal. If the surrounding metal restrains the heat-affected base metal from contracting normally, internal stresses build up; these combine with the stresses developed in the weld metal and increase the tendency to distort.
Jefferson’s WELDING ENCYCLOPEDIA Eighteenth Edition Edited by ROBERT L. O’BRIEN
Transverse Shrinkage of Weld:
A butt weld between two pieces of plate, by shrinking transversely, changes the width of the assembly as shown in Figure.
Jefferson’s WELDING ENCYCLOPEDIA Eighteenth Edition Edited by ROBERT L. O’BRIEN
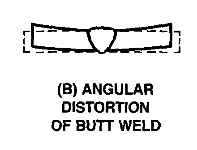
Angular Distortion of butt weld:
Here, the greater amount of weld metal at the top of the weld produces greater shrinkage at the upper surface, causing the ends of the plate to lift. Increasing either the included angle or the weld reinforcement will cause even greater distortion
Jefferson’s WELDING ENCYCLOPEDIA Eighteenth Edition Edited by ROBERT L.
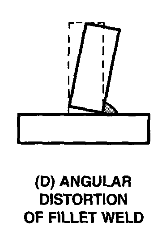
Angular distortion:
s a problem with fillet welds. If fillets in a T-assembly are above the neutral axis (center of gravity) of the assembly, the ends of the member tend to be bent upward.
A technique for revealing flaws and defects in a material or device without damaging or destroying the test sample; includes the use of x-rays, ultrasonics, radiography, and magnetic flux.
Dictionary of Engineering second edition, McGraw-Hill
The development and application of technical methods to examine materials or components in ways that do not impair future usefulness and serviceability in order to detect, locate, measure, and evaluate flaws; to assess integrity, properties, and composition; and to measure geometrical characteristics.
ASTM DICTIONARY OF ENGINEERING SCIENCE & TECHNOLOGY
The determination of the physical condition of an object without affecting that object’s ability to fulfill its intended function. Nondestructive testing techniques typically use a probing energy form to determine material properties or to indicate the presence of material discontinuities (surface, internal, or concealed).
AN ENCYCLOPEDIA OF Nondestructive testing
Nondestructive evaluation:
A technique for probing and sensing material structure and properties without causing damage (as opposed to revealing flaws and defects).
Dictionary of Engineering second edition, McGraw-Hill
Another term for nondestructive testing. In research and academic communities, the word evaluation is often preferred because it emphasizes interpretation by knowledgeable personnel.
AN ENCYCLOPEDIA OF Nondestructive testing
Cold Crack :
A crack occurring in metal at or near ambient temperatures. Cold cracks can occur in base metal (BMZ), heat-affected (HAZ), and weld metal zones (WMZ). See also hot crack
AWS A3.0M/A3.0:2010
Hot Crack:
A crack occurring in a metal during solidification or at elevated temperatures. Hot cracks can occur in both heat-affected (HAZ) and weld metal zones (WMZ).
AWS A3.0M/A3.0:2010
Cold Soldered Joint:
A soldered joint with incomplete metallic bonding due to insufficient heating of the base material during soldering.
AWS A3.0M/A3.0:2010
Inclusion:
Entrapped foreign solid material, such as slag, flux, tungsten, or oxide.
AWS A3.0M/A3.0:2010
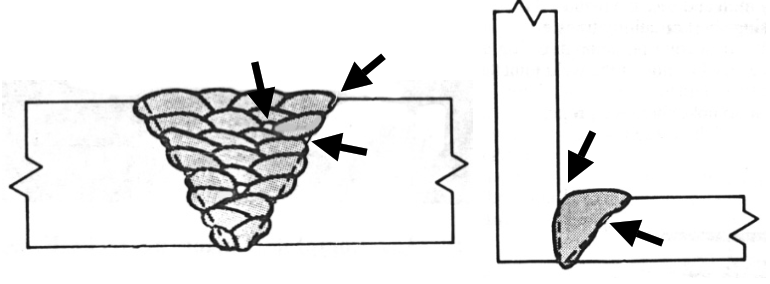
Incomplete Fusion:
A weld discontinuity in which fusion did not occur between the weld metal and the fusion faces or the adjoining weld beads.
AWS A3.0M/A3.0:2010
Incomplete joint penetration:
A joint root condition in a groove weld in which weld metal does not extend through the joint thickness.
AWS A3.0M/A3.0:2010
Crater Crack:
A crack initiated and localized within a crater.
AWS A3.0M/A3.0:2010
crack in the crater at the end of a weld which can be.
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
Longitudinal Crack
crack essentially parallel to the axis of the weld.
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
It can be situated – in the weld metal, (1011) – at the weld junction, (1012) – in the heat-affected zone, (1013) – in the parent material (1014) – heat-affected zone (1).
Transverse Crack
crack essentially transverse to the axis of the weld
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
It can be situated – in the weld metal, (1021) – in the heat-affected zone, (1023) – in the parent material (1014)
Linear Discontinuity:
A discontinuity with a length substantially greater than its width.
AWS A3.0M/A3.0:2010
Slag Inclusion:
A discontinuity consisting of slag entrapped in weld metal or at the weld interface.
AWS A3.0M/A3.0:2010
Overlap:
fusion welding.The protrusion of weld metal beyond the weld toe or weld root. resistance seam welding. The portion of the preceding weld nugget remelted by the succeeding weld
AWS A3.0M/A3.0:2010
Spatter:
The metal particles expelled during fusion welding do not form a part of the weld.
AWS A3.0M/A3.0:2010
Excessive Reinforcement:
Welding more than the required amount or reducing the welding speed can lead to an increase in the height of the welding reinforcement, which if it exceeds the values specified in the standard, is referred to as additional welding excessive reinforcement defect. This defect can have a significant effect on the load transfer potential in the welded joint due to the increased stress concentration level.
reinforcement of the fillet is too large. (503)
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
1 normal
Gas Cavity
the cavity formed by entrapped gas
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
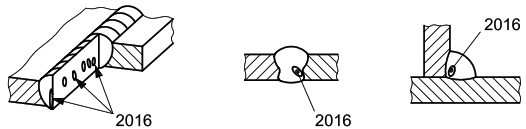
Worm Hole
The tubular cavity in weld metal caused by the release of gas. The shape and position of worm-holes are determined by the mode of solidification and the sources of the gas. Generally, they are grouped in clusters and distributed in a herringbone formation. Some worm-holes can break the surface of the weld (2016)
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
Slag Inclusion:
A discontinuity consisting of slag entrapped in weld metal or at the weld interface.
AWS A3.0M/A3.0:2010
solid inclusion in the form of slag, Slag inclusions can be linear, isolated, clustered.
ISO 6520-1:2007(E/F) Welding and allied processes -Classification of geometric imperfections in metallic materials – Part 1: Fusion welding
Tungsten Inclusion:
A discontinuity consisting of tungsten entrapped in the weld metal.