Zentrifugalkompressoren werden in der Öl- und Gasindustrie, der Petrochemie und in Kraftwerken eingesetzt. Die TPI-Prüfung für Zentrifugalkompressoren wird von einer unabhängigen Prüfstelle auf der Grundlage der Auftragsspezifikation, der festgelegten Codes und Normen durchgeführt.
Im vorhergehenden Artikel „Zentrifugalkompressor während der Produktinspektion„ wurden die ersten Schritte beschrieben, die von TPI durchgeführt werden.
Die folgenden Tätigkeiten sind Teil der technischen Inspektion, die an Gehäuse, Lager, Laufrad und Welle des Zentrifugalkompressors geprüft werden.
1- GEHÄUSESCHRAUBEN UND -MUTTERN:
Die Ergebnisse der chemischen Analyse und die mechanischen Eigenschaften der Schrauben und Muttern sollten mit dem Referenzcode/der Norm verglichen werden. Darüber hinaus wird eine Sichtprüfung durchgeführt, um festzustellen, ob die Teile beschädigt, schlecht verarbeitet, verschmutzt oder verrostet sind.
Das Material sollte mit den Angaben auf dem Datenblatt/der technischen Spezifikation übereinstimmen.
2- LAGER FÜR KOMPRESSOR
Die chemische Analyse des Lagers und die Abmessungen werden auf der Grundlage der standardisierten und genehmigten Übersichtszeichnung überprüft.
Lager und Lagergehäuse, einschließlich der hydrodynamischen Radiallager und der hydrodynamischen Axiallager, müssen den Anforderungen der Referenznorm entsprechen.
3- TPI-TPI-Prüfung für Zentrifugalkompressoren- IMPELLER-Kontrolle:
3.1. Chemische Analyse und mechanische Eigenschaften
Chemische Analyse und mechanische Eigenschaften werden auf Anfrage des Kunden und der im ITP angegebenen Drittparteien kontrolliert und überprüft oder bezeugt.

3.2. Prüfung der Abmessungen:
Die Maßprüfung sollte vor und nach der Überdrehzahlprüfung durchgeführt werden, um zu prüfen, ob die gemessenen Abmessungen mit der allgemeinen Anordnungszeichnung übereinstimmen und ob die Überdrehzahlprüfung keine Auswirkungen auf das Laufrad, den Verdichter und das Expanderrad hat.

In der Norm API 617 gibt es keinen Abnahmebereich, der sich auf die Herstellerspezifikation bezieht. Der Inspektor muss die Berichte über die Maßprüfung vor und nach der Prüfung mit den Abnahmekriterien des Herstellers vergleichen und sicherstellen, dass die Änderung der Abmessungen innerhalb des Abnahmebereichs liegt.
3.3. TPI-Prüfung für Zentrifugalkompressoren – Überdrehzahlprüfung:
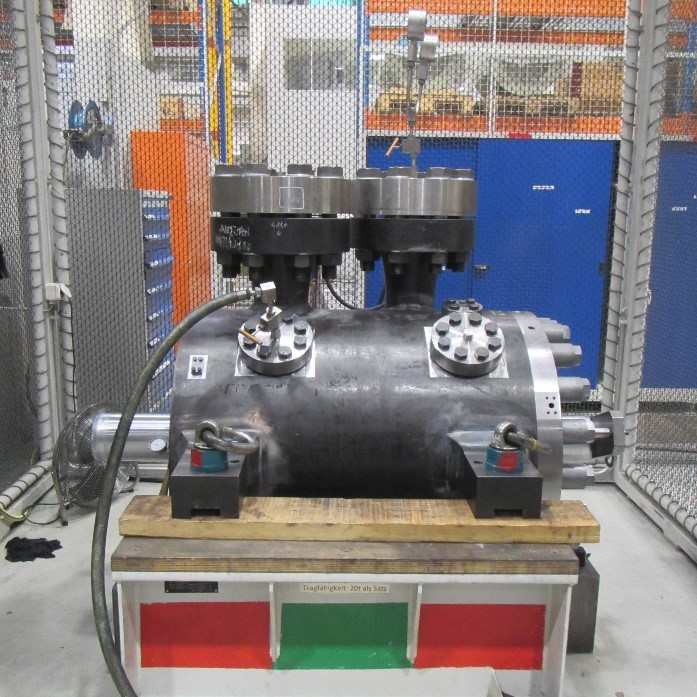
Ein Überdrehzahltest ist an jedem Laufrad bei mindestens 115% der maximalen Dauerdrehzahl (gemäß API 617) für mindestens 1 Minute durchzuführen. Der TPI-Inspektor kontrolliert die Laufradabmessungen gemäß der GAD in kritischen Punkten wie Bohrung, Augendichtung, Außendurchmesser …, die vor dem Überdrehzahltest gemessen werden sollten.

Durchführung der Überdrehzahlprüfung an den Laufrädern
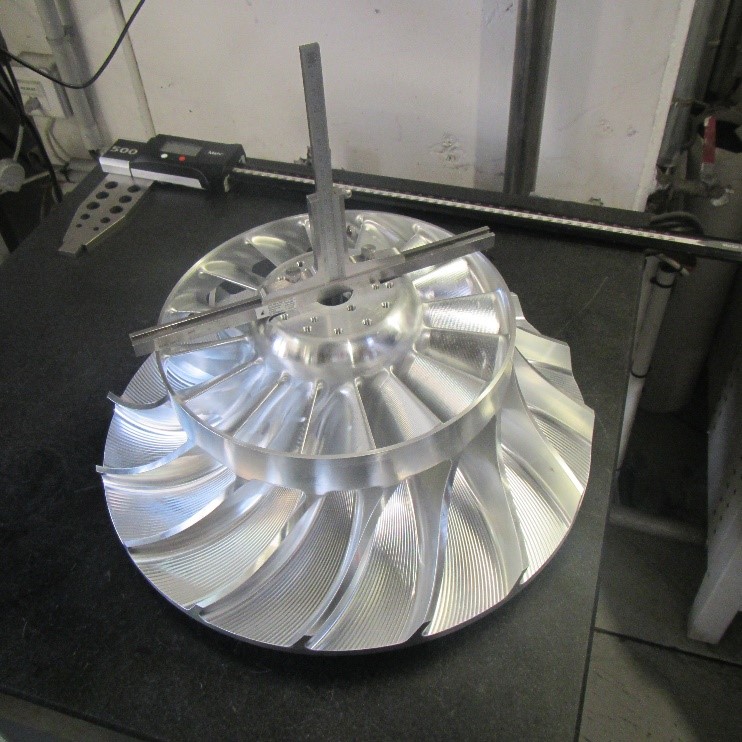
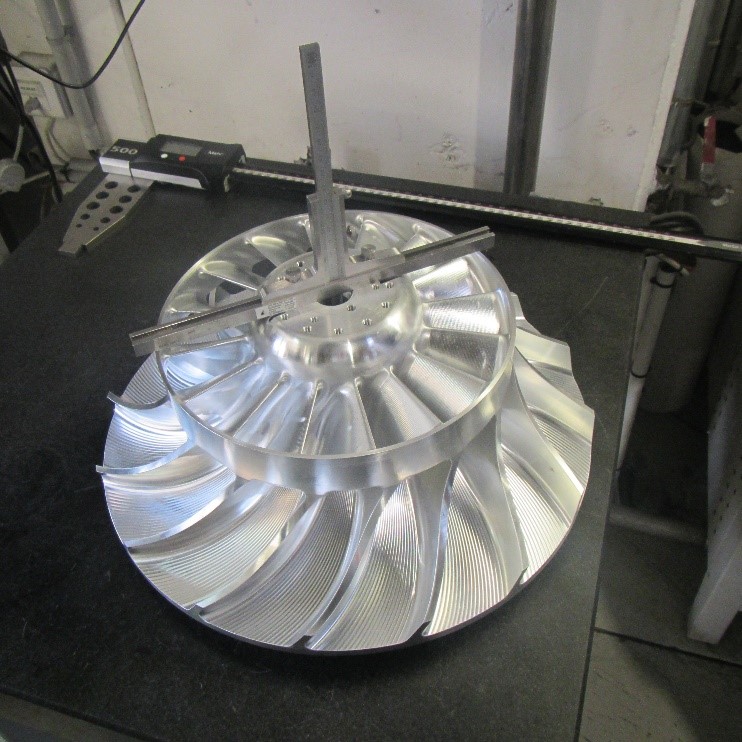
Nach der Überdrehzahlprüfung der Laufräder werden die Abmessungen erneut gemessen. Jede dauerhafte Verformung der Bohrung oder anderer kritischer Abmessungen außerhalb der Zeichnungstoleranzen kann ein Grund für die Zurückweisung sein.
Der Prüfer kontrolliert das geprüfte Laufrad auf bleibende Verformungen.
3.4. Was ist der Zweck einer Auswuchtprüfung bei niedriger Drehzahl?
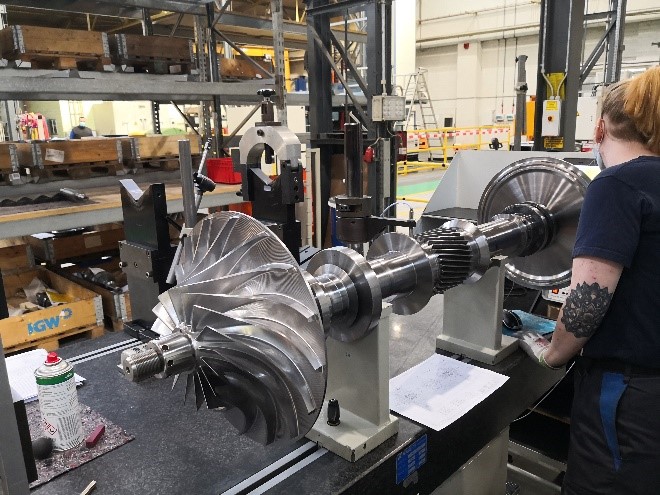
Der Zweck dieser Prüfung besteht darin, sicherzustellen, dass die Restunwuchtverteilung unter den Annahmekriterien liegt. Das Verdichterrad und das Expanderrad werden auf der Welle montiert, dann wird die Restunwuchtverteilung auf beiden Seiten gemessen, und sie sollte innerhalb der Akzeptanzgrenze liegen.

3.5. Farbeindringprüfung:
Das geprüfte Laufrad wird einer Farbeindringprüfung unterzogen, um sicherzustellen, dass keine Oberflächenunterbrechungen vorhanden sind.
3.6. Positive Werkstoffidentifizierung (PMI):
Der Inspektor ist Zeuge der positiven Materialidentifizierung und vergleicht das Prüfergebnis mit der technischen Spezifikation der Bestellung, um sicherzustellen, dass das verwendete Material keine Abweichungen aufweist.
4- Welche Tätigkeiten werden von der TPI-Inspektion für Zentrifugalkompressoren auf SHAFT- ROTOR kontrolliert?
4.1. Chemische Analyse und mechanische Eigenschaften:
Der technische Inspektor vergleicht die chemische Analyse und die mechanischen Eigenschaften des für die Herstellung des Wellenrotors verwendeten Materials, indem er die MTC und die Prüfergebnisse überprüft oder den Prüfungen gemäß den im QCP/ITP für die TPI festgelegten Maßnahmen beiwohnt.
Die Zugprüfung wird an der Probe durchgeführt, um einige mechanische Eigenschaften zu ermitteln und sie mit der Auftragsspezifikation für das zur Herstellung der Welle und des Rotors verwendete Material zu vergleichen.
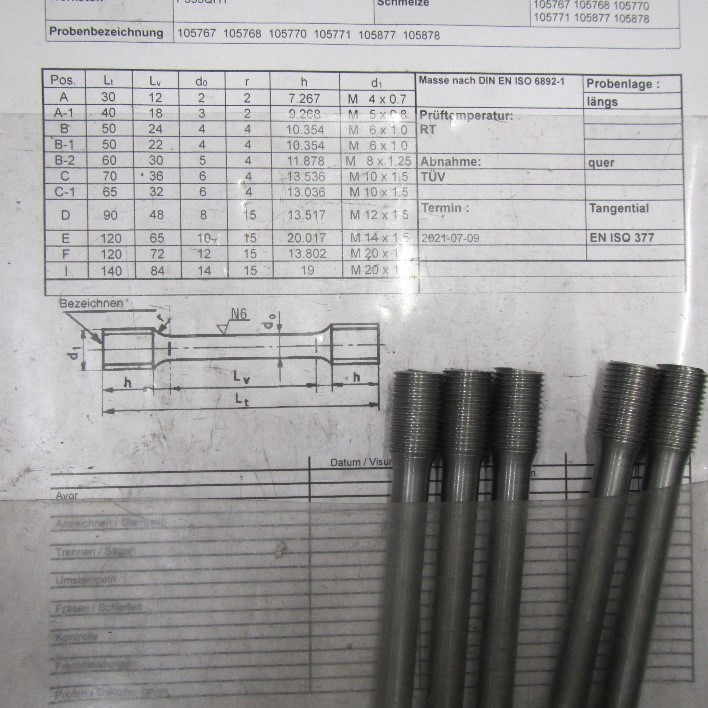
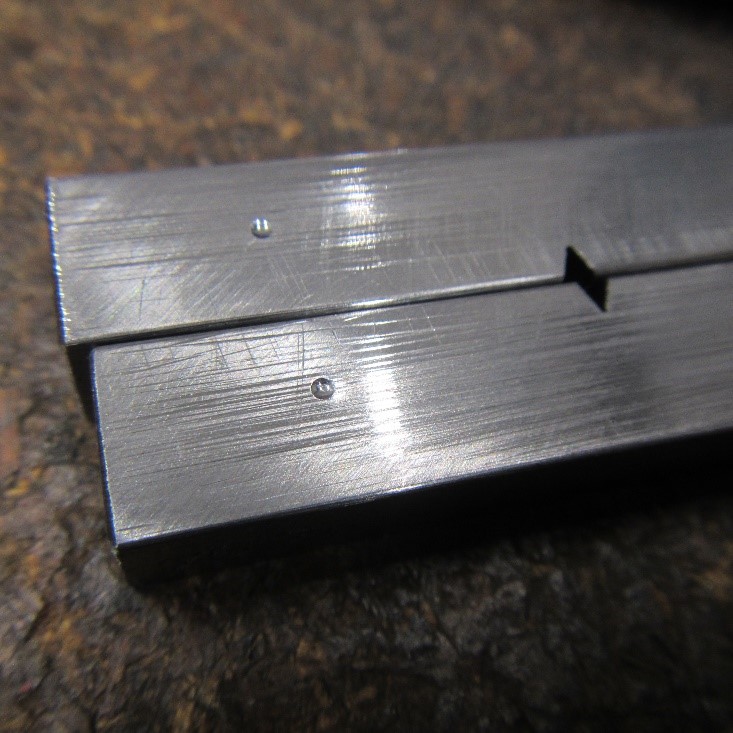
Der Kerbschlagbiegeversuch wird an einem vorbereiteten Prüfstück aus einer Materialprobe durchgeführt, um das mechanische Verhalten zu ermitteln.

Kerbschlagbiegeversuch Charpy, vorbereitetes Prüfstück
Die Härte von Bauteilen, Schweißnähten und Wärmeeinflusszonen sollte durch Prüfungen auf die Einhaltung der zulässigen Werte überprüft werden. Die Methode, der Umfang und die Dokumentation sind im Lieferanten- und Käufervertrag sowie in den QCP/ITP-Schritten und Maßnahmen festgelegt.
Die TPI-Prüfung für Zentrifugalkompressoren kann als Zeuge der Prüfungen fungieren oder die Prüfergebnisse auf Wunsch des Kunden und nach den Vorgaben der TPIA im ITP überprüfen.
4.2. Ultrasonic examination:
BVor dem Hochgeschwindigkeitsauswuchten der kompletten Rotorbaugruppe wird eine Ultraschallprüfung des Wellen-Rotors durchgeführt, um eventuelle Unstetigkeiten zu überprüfen und weitere Schäden zu vermeiden.
Im nächsten Artikel, „Prüfung von Zentrifugalkompressoren“, werden einige zusätzliche Tests beschrieben, die am Welle-Rotor durchgeführt werden (z. B. Auswuchten bei hoher Drehzahl, Test zur Überprüfung der Reaktion auf Restunwucht und mechanischer und elektrischer Schlag).