In diesem Artikel „Prüfung von Zentrifugalkompressoren“ werden einige kritische Prüfungen beschrieben, die im Allgemeinen bei den meisten Zentrifugalkompressoren in der Öl- und Gasindustrie sowie in der petrochemischen Industrie durchgeführt werden.
Im vorangegangenen Artikel „TPI-Prüfung für Zentrifugalkompressoren“ wurden einige Tätigkeiten erwähnt, die von einem Vertreter einer Drittpartei am Kompressorgehäuse, am Lager und am Wellenrotor geprüft werden.
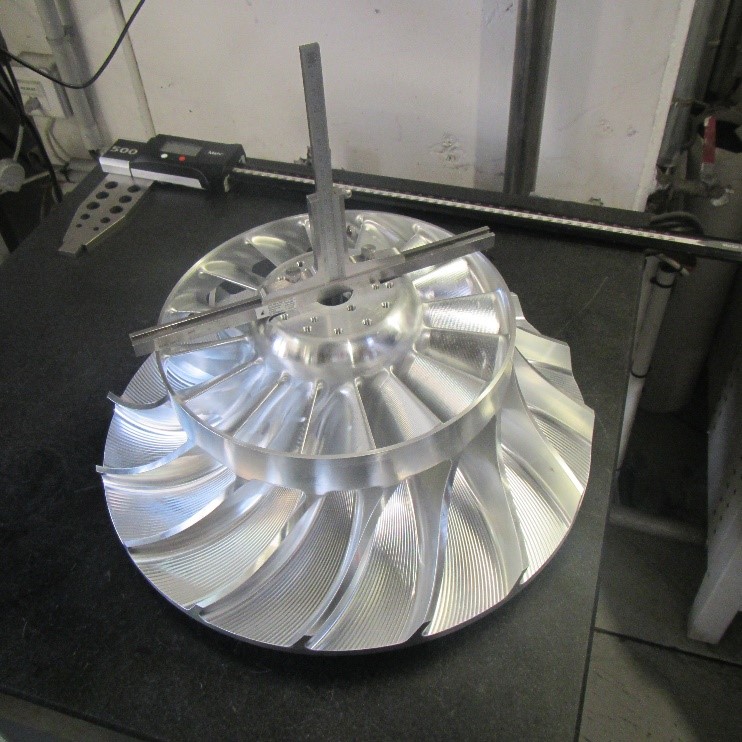
1- Hochgeschwindigkeitsauswuchten der gesamten Rotoreinheit:
Das dynamische Auswuchten des rotierenden Elements ist ein kritischer Schritt bei der Herstellung des Verdichters, der in Anwesenheit eines unabhängigen Inspektionsbeauftragten getestet wird, um akzeptable Ergebnisse zu erzielen. Jede Unwucht kann zu großen Betriebsproblemen und auch zu internen Schäden am Zentrifugalkompressor führen. Daher sollte die Auswuchtung genau nach den Abnahmekriterien und Abnahmegrenzen der Referenzdokumente geprüft werden, um Folgeschäden zu vermeiden und die Wartungskosten zu senken.

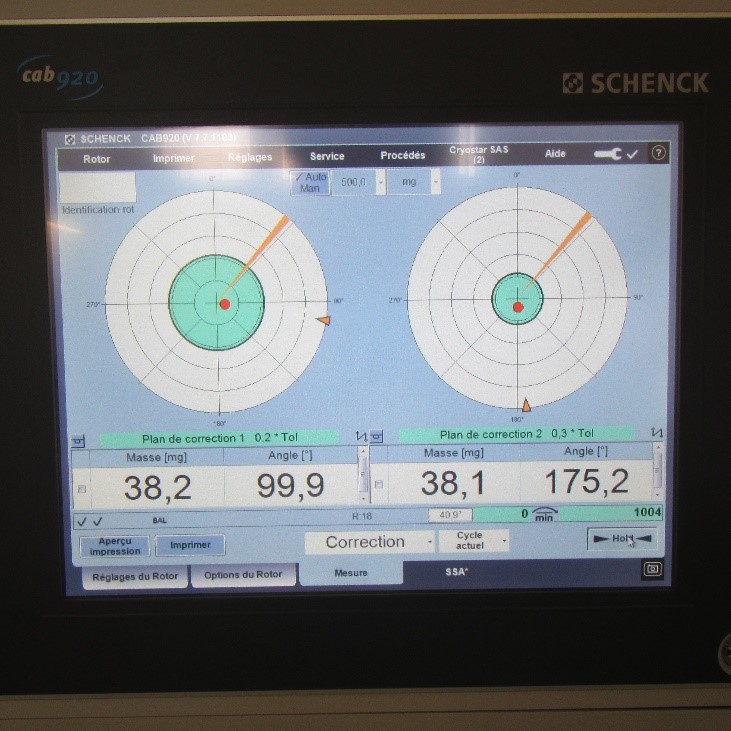
2 – Prüfung des Restunwuchtverhaltens:
Nach dem Hochgeschwindigkeits-Auswuchttest des montierten Rotors sollte keine Restunwucht festgestellt werden. Wenn also eine Unwucht außerhalb des zulässigen Bereichs beobachtet wird, sollte sie durch die erforderlichen Korrekturmaßnahmen behoben werden, und schließlich sollte dieser Schritt für weitere Schritte überprüft werden.
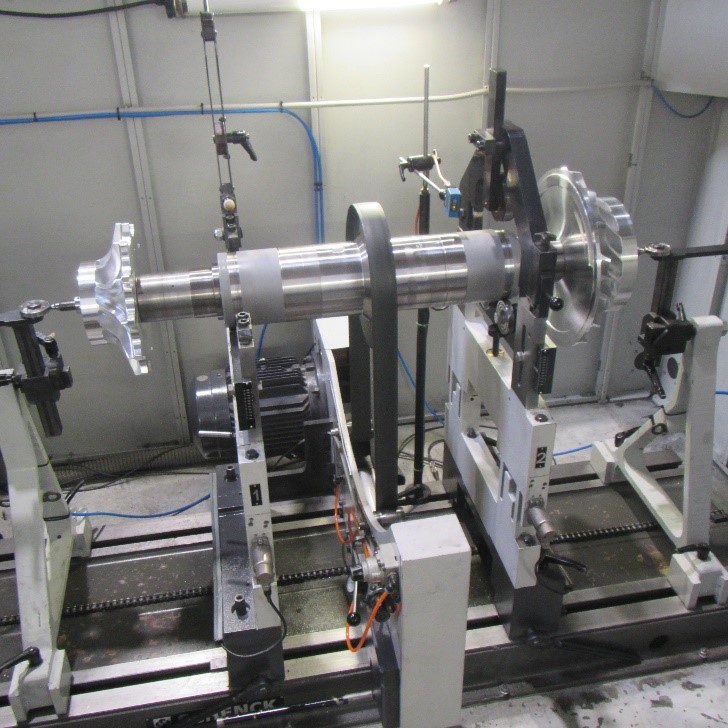
Der Ort der Unwucht wird bei der Auswuchtprüfung vom Hersteller angegeben.
3- Prüfung des Zentrifugalkompressors – PMI:
Der technische Inspektor nimmt an der PMI-Prüfung des Wellenrotors teil und vergleicht die Ergebnisse mit dem Materialreferenzcode/der Norm oder der bestellten technischen Spezifikation und teilt sie dem Kunden mit.
4- Was ist mechanischer und elektrischer Rundlauf?
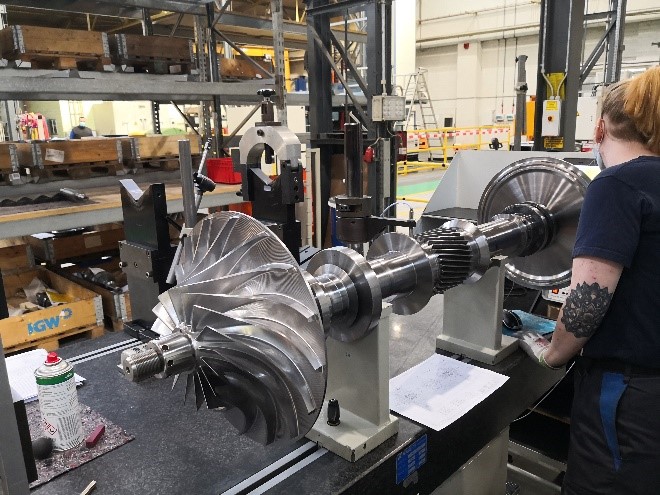
Der mechanische Rundlauf ist einer der wichtigsten Schritte bei der „Prüfung von Radialverdichtern“, bei dem die Abweichung der Welle von einem perfekt gleichmäßigen Radius beim Durchlaufen des Umfangs gemessen wird. Diese Art von Rundlauf wird mit einer Messuhr festgestellt.
4.1. Wie wird die Vibrationssonde bei der Rundlaufprüfung eingesetzt?
Der elektrische und mechanische Rundlauf wird bestimmt, indem der Rotor um volle 360 Grad gedreht wird, wobei er in V-Blöcken in der Mitte der Lagerzapfen gelagert ist, während der kombinierte Rundlauf mit einer berührungslosen Vibrationssonde kontinuierlich aufgezeichnet und der mechanische Rundlauf mit einer Messuhr in der Mittellinie jeder Sondenposition und einem Sondenspitzendurchmesser zu beiden Seiten gemessen wird.
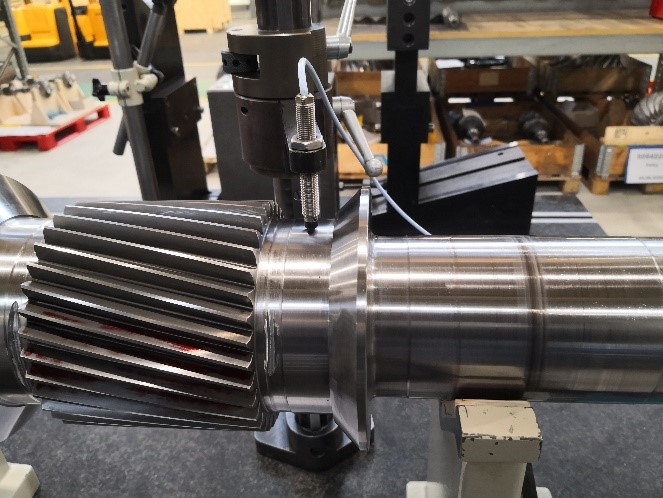
Die Radialschwingungssonden tasten die Rotorwelle konzentrisch zu den Lagerzapfen ab. Alle Bereiche, in denen die Welle abgetastet wird (sowohl die radiale Schwingung als auch die axiale Position), sollten daraufhin überprüft werden, dass sie auf jeder Seite der Sonde mindestens einen Durchmesser der Sondenspitze frei von Schablonen- oder Ritzspuren oder anderen Oberflächenunterbrechungen sind.
Diese Bereiche dürfen nicht metallisiert oder beschichtet werden, es sei denn, Anbieter mit nachgewiesener Erfahrung oder Prüfdaten können Wellen metallisieren, um den elektrischen Rundlauf zu verringern.
Mit Hilfe von Wirbelstrom-Näherungssonden wird die Rundheit der Welle in Abhängigkeit von der elektrischen Leitfähigkeit und der magnetischen Permeabilität des Zielmaterials gemessen. Die physikalischen Unrundheitsergebnisse der rotierenden Welle werden ausgewertet und mit den Akzeptanzgrenzen verglichen, die im Prüfverfahren und in den Referenzdokumenten festgelegt sind.
Während der mechanischen Laufprüfung werden die Amplitude und der Phasenwinkel der Wellenschwingung von Null bis zur Auslösedrehzahl aufgezeichnet. Es wird festgestellt, wo die kritische Drehzahl unterhalb der Auslösedrehzahl liegt. Die Messfühler werden auf beiden Seiten der Getriebezähne in der Nähe der Lager angebracht.
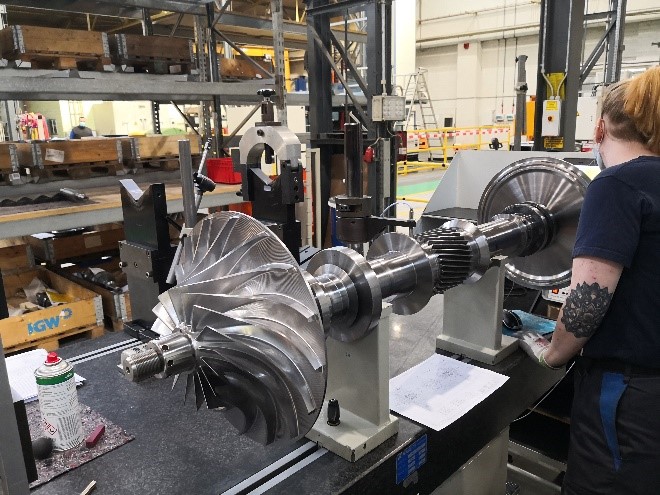
4.2. Wie wird der Rundlauftest durchgeführt?
Die Amplituden und Phasenwinkel der Wellenschwingung werden während des mechanischen Lauftests von Null bis zur Auslösedrehzahl aufgezeichnet.
Die Verstärkung der verwendeten analogen Aufzeichnungsgeräte ist vor der Prüfung so einzustellen, dass die höchste Ansprechspitze innerhalb von 60 % – 100 % des Skalenendwerts des Aufzeichnungsgeräts beim Auslaufen (Abbremsen) der Prüfeinheit liegt.

Während des mechanischen Lauftests der mit dem ausgewuchteten Rotor montierten Maschine, die mit ihrer maximalen Dauerdrehzahl oder einer anderen Drehzahl innerhalb des spezifizierten Betriebsdrehzahlbereichs betrieben wird, sollte die Spitze-Zu-Spitze-Amplitude der ungefilterten Schwingung in jeder Ebene, gemessen an der Welle neben und relativ zu jedem Radiallager, in dem in der Norm angegebenen Bereich liegen.
Der Bediener dreht das Wellenpaket und die Sonde erfasst das Oberflächenprofil auf der Welle, die Daten werden in Form von Diagrammen an das Datenerfassungssystem gesendet.
Im Falle einer Abweichung sollten die erforderlichen Korrekturmaßnahmen ergriffen werden, um ein akzeptables Ergebnis zu erzielen.

5- Prüfung des Radialverdichters – Überprüfung der Entmagnetisierung:
Im letzten Schritt der Fertigstellung des Wellenrotors sollte eine Entmagnetisierungsprüfung durchgeführt werden, um sicherzustellen, dass keine magnetische Restwirkung von der vorherigen Prüfung vorhanden ist.
Im nächsten Artikel „Inspektion von Zentrifugalkompressore“ werden einige zusätzliche Prüfungen im Zusammenhang mit den weiteren Schritten beschrieben, die auf Basis des Inspektions- und Prüfplans (entweder zu beglaubigen oder zur Überprüfung) durch eine Fremdüberwachung durchgeführt werden sollten.