Centrifugal compressors are applied widely in the oil and gas, petrochemical, and power plant industries. TPI inspection for Centrifugal Compressor is carried out by third-party inspection agency based on the order specification, specified codes, and standards.
In the previous article Centrifugal compressor during product inspection the initial steps, which are carried out by TPI were described.
The below activities are a part of technical inspection, which are checked on the casing, bearing, impeller, and shaft of the centrifugal compressor.
1- CASING BOLTS AND NUTS:
The result of the chemical analysis and mechanical properties of the bolts and nuts should be compared according to the reference code/standard. Moreover, a visual check is carried out on the items to check for any damage, poor workmanship, dirt, or rust.
The material should comply with the specified material on the datasheet/technical specification.
2- BEARING FOR COMPRESSOR
The chemical analysis of the bearing and dimensions are checked based on the standard and approved general arrangement drawing.
Bearing and bearing housing including hydrodynamic radial bearings, hydrodynamic thrust bearings should be in accordance with the reference standard requirements.
3- TPI inspection for Centrifugal Compressor- IMPELLER check:
3.1. Chemical analysis & Mechanical Properties
are checked and reviewed or witnessed based on the client’s request and specified third parties’ intervention in the ITP.

Broken test specimen
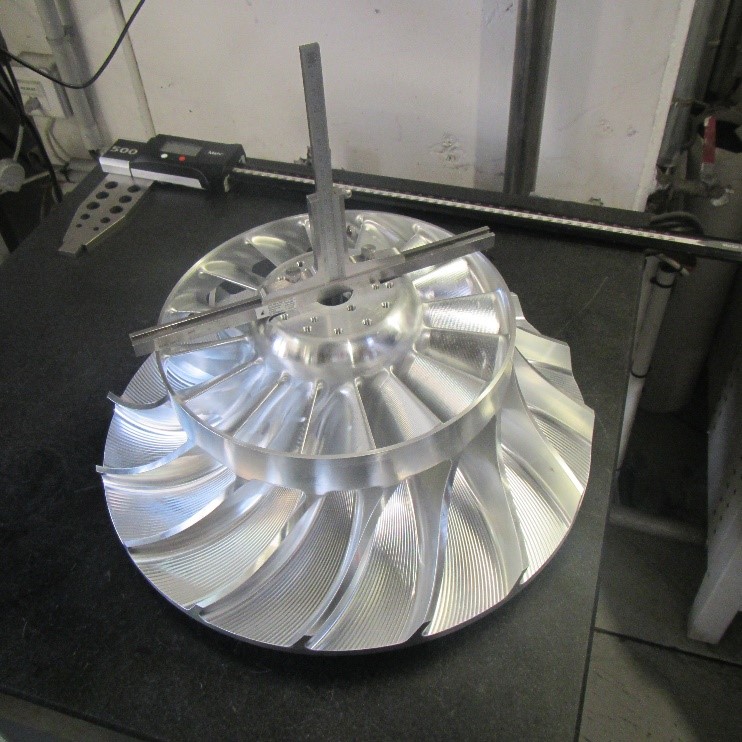
3.2. Dimensional check:
The dimensional check should be performed before and after over speed test to check whether the measured dimensions have complied with the general arrangement drawing or not and the Overspeed test is not affected on the impeller, compressor, and expander wheel.

There is no acceptance range in standard API 617 which refers to the manufacturer specification. The inspector shall review before and after dimensional inspection reports check that against manufacturer acceptance criteria and make sure the change in dimension falls within the acceptance range.
3.3. TPI inspection for Centrifugal Compressor -Overspeed test:
Over speed test shall be performed on each impeller at not less than 115% of the maximum continuous speed (Acc. To API 617) for a minimum of 1 minute. The TPI inspector controls the Impeller dimensions according to the GAD in critical points such as bore, eye seal, outside diameter … which should be measured before the Overspeed test.

Performing Over speed test on the impellers
After the over-speed test of the impellers, the dimensions are measured again, any permanent deformation of the bore or other critical dimension outside drawing tolerances might be cause for rejection.
3.4. What’s the purpose of a Low-speed balancing test?
The purpose of the test is to assure that the Residual Unbalance Distribution is less than the Acceptance Criteria. The Compressor Wheel, Expander Wheel, is assembled to the shaft, then Residual Unbalance Distribution is measured for both sides, and it should be in the Acceptance limit.

3.5. Dye penetrant examination:
A liquid penetrant examination is carried out on the tested impeller to be ensured, no surface discontinuities exist on the item.
3.6. Positive Material Identification (PMI):
The inspector witnesses the positive material identification test and compares the test result with the order technical specification to be ensured no deviation exists on the used material.
4- Which activities are controlled by TPI inspection for Centrifugal Compressor on SHAFT- ROTOR?
4.1. Chemical analysis & Mechanical Properties:
The technical inspector compares the chemical analysis and mechanical properties of the used material to produce the shaft-rotor by review of the MTC and test results or witnessing the tests according to the QCP/ITP specified intervention for TPI.
Tensile testing is applied on the test specimen to achieve some mechanical properties and compare them with the order specification related to the used material to fabricate the shaft- Rotor.

Impact Charpy notch test is performed on a prepared test piece from sampled material to identify the mechanical behavior.
Impact Charpy notch test prepared test piece
The hardness of parts, welds, and heat-affected zones should be complied with the allowable values by testing. The method, extent, and documentation are specified in the vendor and purchaser contract and QCP/ITP steps and intervention.
TPI inspection for centrifugal compressor could be a witness of the tests or review the test results based on the client’s request and specified intervention of the TPIA in ITP.
4.2. Ultrasonic examination:
Before the high-speed balancing of the complete rotor assembly, an ultrasonic examination is carried out on the shaft- Rotor to check any discontinuities and prevent further damages.
In the next article, “Centrifugal compressor testing” some extra tests, which are performed on the Shaft-Rotor (Such as High-speed balancing, Residual unbalance response verification test, and Mechanical and electrical run out will be described.



