
Reciprocating internal combustion engines, vital for modern power generation and transportation, play a pivotal role in revolutionizing both industrial and automotive sectors. This article explores the intricacies of these engines, providing insights into their operational principles, applications, and the dynamic technological landscape surrounding them.
At the heart of reciprocating internal combustion engines lies a fascinating interplay of mechanical, thermal, and combustion processes. These engines convert chemical energy stored in fuel into mechanical energy through a series of controlled explosions within their cylinders. The basic operation involves the intake of air and fuel, compression of this mixture, ignition by a spark plug (in spark-ignition engines) or by compression (in compression-ignition engines), and the resulting expansion, which drives the piston, converting linear motion into rotational motion via a crankshaft.
Types of Reciprocating Internal Combustion Engines (RICE):
- Spark-Ignition Engines (Petrol Engines):
These engines rely on a spark plug to initiate combustion. Widely used in passenger vehicles, motorcycles, and small power equipment, they offer a smooth and responsive power delivery. - Compression-Ignition Engines (Diesel Engines):
Diesel engines operate without spark plugs, igniting the air-fuel mixture through compression. Known for their fuel efficiency and durability, diesel engines find applications in heavy-duty trucks, buses, ships, and industrial machinery.
Applications of Reciprocating Internal Combustion Engines:
- Automotive: Powering cars, motorcycles, trucks, and buses, these engines remain the dominant force in the automotive industry.
- Industrial: From generators providing backup power to factories to driving pumps and compressors, reciprocating engines are widely used in industrial settings.
- Marine: In the maritime industry, these engines propel ships, ranging from small vessels to large cargo ships.
- Power Generation: Reciprocating engines serve as prime movers for electricity generation, especially in areas where grid connectivity is limited or unreliable.
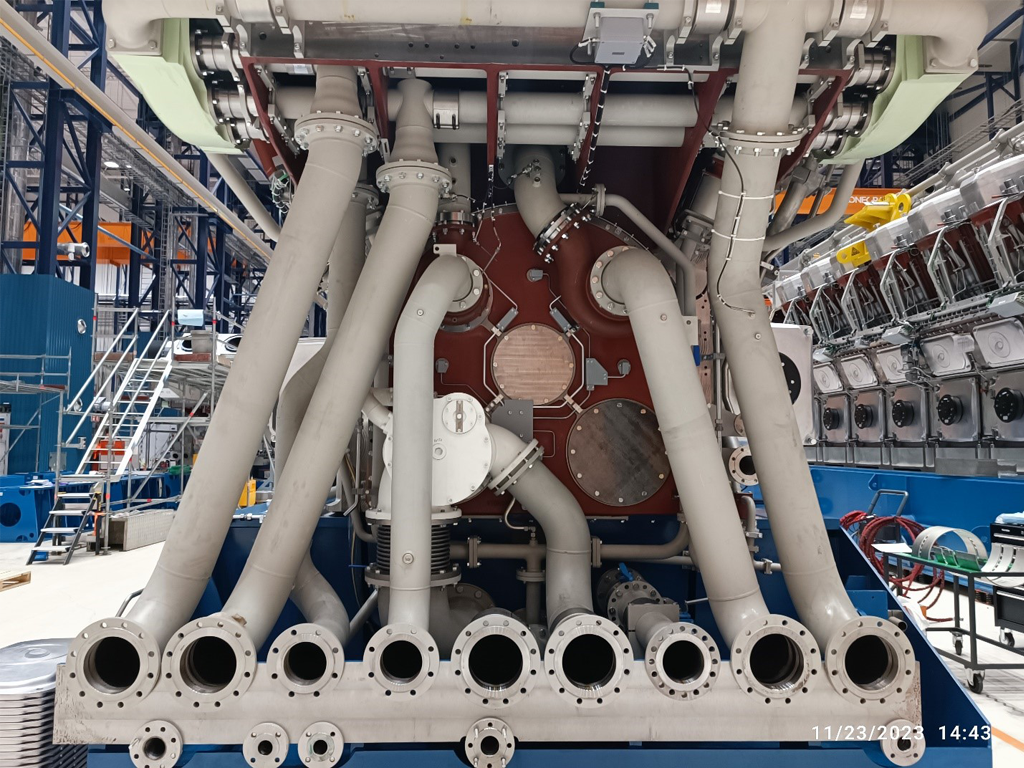
Arotec’s Ongoing Project: Comprehensive Inspection of Reciprocating Internal Combustion Engines
Arotec is currently undertaking a monumental and demanding project involving the meticulous inspection of reciprocating internal combustion engines (RICE). This extensive initiative spans over three months and encompasses multiple rigorous inspection sessions, exemplified by the initial assessment of the power plant engines. The objective of this inspection is to thoroughly evaluate the manufacturing quality of the engines, adhering to the stringent standards set by the Production Conformity Test (PCT) and complying with ISO 15550 standards. The outcome of this comprehensive inspection is summarized as satisfactory, accompanied by key observations and actionable recommendations.
This report certifies the presence of the undersigned, upon the request of the client, at Wartsila in Vaasa, Finland, on November 16th and 23rd, 2023. The primary objective was to execute a detailed scope of services outlined for the inspection.

Functional Checks and Full Load Test
The first day involved a series of functional checks and a full load test to evaluate the engine’s operational capabilities.
Testing Engine at No Load
- Overspeed Devices Check: Initial tests of overspeed devices demonstrated efficient intervention when RPM exceeded the prescribed limit, ensuring the engine’s safety.
- Low Lube Oil Shutdown: Activation of the low lube oil safety mechanism confirmed its effectiveness, promptly shutting down the engine in response to low oil pressure.
- Oil Mist Detector Shutdown: Successful test of the oil mist detector resulted in the anticipated shutdown when the mist was detected.
- Turning Gear Engagement: Evaluation of the turning gear mechanism indicated seamless engagement, signifying optimal condition.
- Emergency Stop: Assessment of the emergency stop mechanism affirmed its effectiveness, causing an instant cessation of engine operations.
Testing Engine at Full Load:
The engine underwent a rigorous 90-minute test at full load capacity. During the initiation of the engine for the PCT, challenges arose due to two unexpected trips. The first, caused by a malfunction in the cylinder peak pressure sensor, triggered a fire alarm, necessitating sensor replacement. The second trip resulted from a sensor failure on the gas ramp pressure reference, requiring replacement and additional checks for system integrity.
Opening Inspection
- Main Bearing Inspection: The second day focused on a comprehensive inspection of key components.
- After a thorough inspection, the Main Bearing was found to be in commendable condition with no visible defects.
- Big End Bearing underwent a detailed inspection and was found to be in commendable condition with no detectable defects. Inspection of Rod Bearing Journal A4 revealed it to be defect-free.
Counterweights and Gears in the Timing Case:
- In-Depth Examination: A comprehensive inspection of counterweights and gears within the Timing Case is recommended, focusing on areas susceptible to corrosion.
- Corrosion Control and Repair: Implement targeted corrosion control measures and promptly address any damage detected during the examination for optimal performance and longevity.
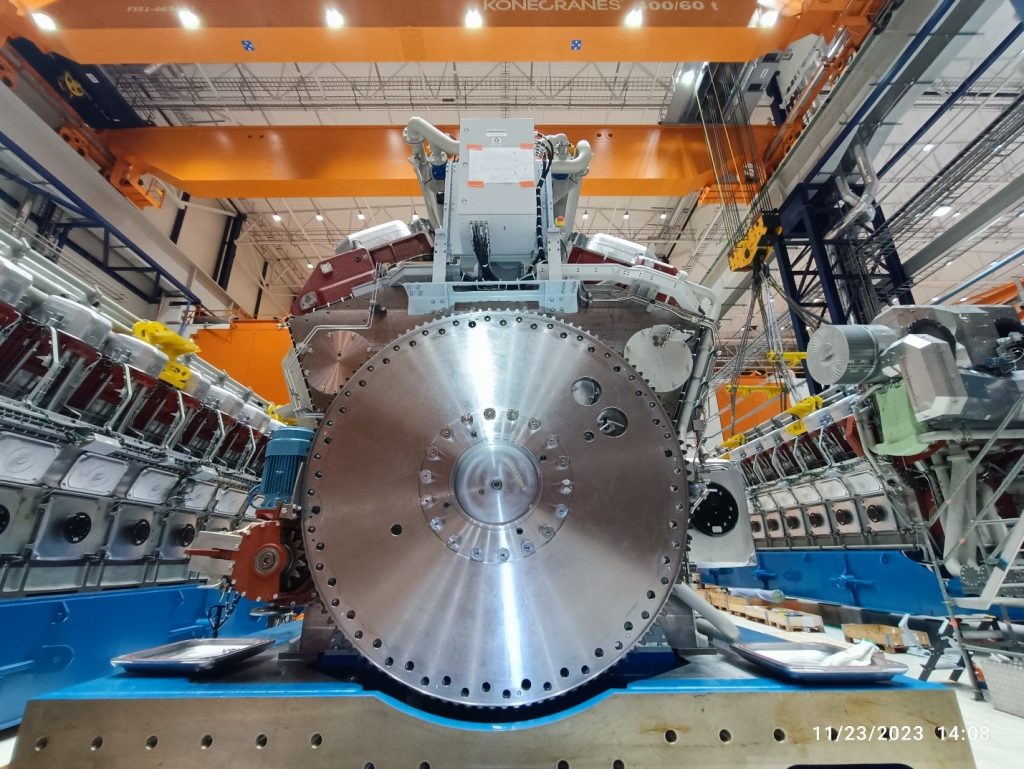
Flywheel Maintenance:
- Identification of Mechanical Defect: A mechanical defect along the edge of the flywheel has been detected.
- Recommended Action: Grinding down the affected area is advisable to remove the sharp edge, mitigating the risk of further wear and potential safety hazards.
Inspector Comments:
- Regular Monitoring: Given the incidents involving sensor malfunctions, it is advised to institute a more rigorous sensor monitoring and maintenance protocol to identify and rectify similar issues preemptively.
- Corrosion Control: The need for a detailed examination of the counterweights and gears in the Timing Case for corrosion, particularly rust, has been identified. Implementing targeted corrosion control measures will be crucial for long-term durability and performance.
- Flywheel Maintenance: Promptly addressing the mechanical defect on the flywheel’s edge is recommended to prevent further wear and potential safety risks.
Inspection Conclusion:
The inspection of the power plant engine, at Wartsila, Vaasa, Finland, concluded satisfactorily. The engine demonstrated robust operational efficiency under no-load and full-load conditions, aligning with the guidelines of the Production Conformity Test (PCT) and ISO 15550 standards. The process revealed sensor-related malfunctions during initial testing, promptly rectified. Key components, including Main Bearing, Big End Bearing A4, and Rod Bearing Journal A4, were found in excellent condition. Recommendations encompass enhanced sensor monitoring, targeted corrosion control, and addressing a mechanical defect on the flywheel’s edge, ensuring ongoing reliability and performance. Overall, the engine meets stringent quality and safety standards, with the recommended actions aimed at sustaining its optimal functionality.



