
Abstract
This article is mainly about the “Flange inspection” and the requirements, which should be considered during the production based on the reference standard or ordered technical specification by the client.
Flange Inspection – Introduction
The flanges or specifically “Pipe Flanges” are applied widely in the industries such as oil and gas, petrochemical, power plant, water supply systems, food industries, and so on. Based on the usage, design parameters, and used material, various international, American, European,… standards have been issued to control the mandatory parameters and meet the requirements during the production.
Third-Party inspection agency “TPIA” as an independent side, controls these points through the inspection and surveillance of needful tests and reports the observation against the Inspection and Test Plan “ITP” or Quality Control Plan “QCP” and related acceptance criteria to the customer.

1. Identity check in Flange inspection
First of all the flanges should be checked against the Purchase Order P.O, bill of material BOM,… to identify the offered items are complied with the requested items to be inspected or not. The inspector controls the identification number of the items.
2. Material inspection
2.1. Material Test certificates:
The technical inspector controls the quality certificates of used material to produce the flange. The chemical requirement composition and mechanical properties should comply with specified standards in the ITP/QCP or data sheet as an approved document. As a step of “Flange inspection” the material test certificates should be reviewed and stamped by the third-party representative.
Moreover, the sampling from the material and mechanical tests such as hardness test, tensile test, impact test, …, could be witnessed by the inspector at the request of the client.
Some examples of material grades are as below:
- ASTM A182 is used for forged or rolled alloy and stainless steel pipe flanges, forged fittings, and Valves and parts for high-temperature service.
- ASTM A350 for carbon and low alloy steel forged or ring-rolled flanges, forged fittings, and Valves for low-temperature service.
- ASTM A105 for forged carbon steel piping components, that is, flanges, fittings, valves, and similar parts, for use in pressure systems at ambient and higher-temperature service conditions.
2.2. Flange Inspection- Visual control:
A visual inspection should be performed on the flanges to check the appearance of the surfaces, holes, welding (for welded type). It should be free from any defect, surface flaws, slag, crack, burn through, spatter, etc. Also, for forged flanges, no forging scars and cracks are allowed. Machined surfaces must be checked for any burrs, hazardous scratches, and other defects that reduce flange strength and connection reliability.
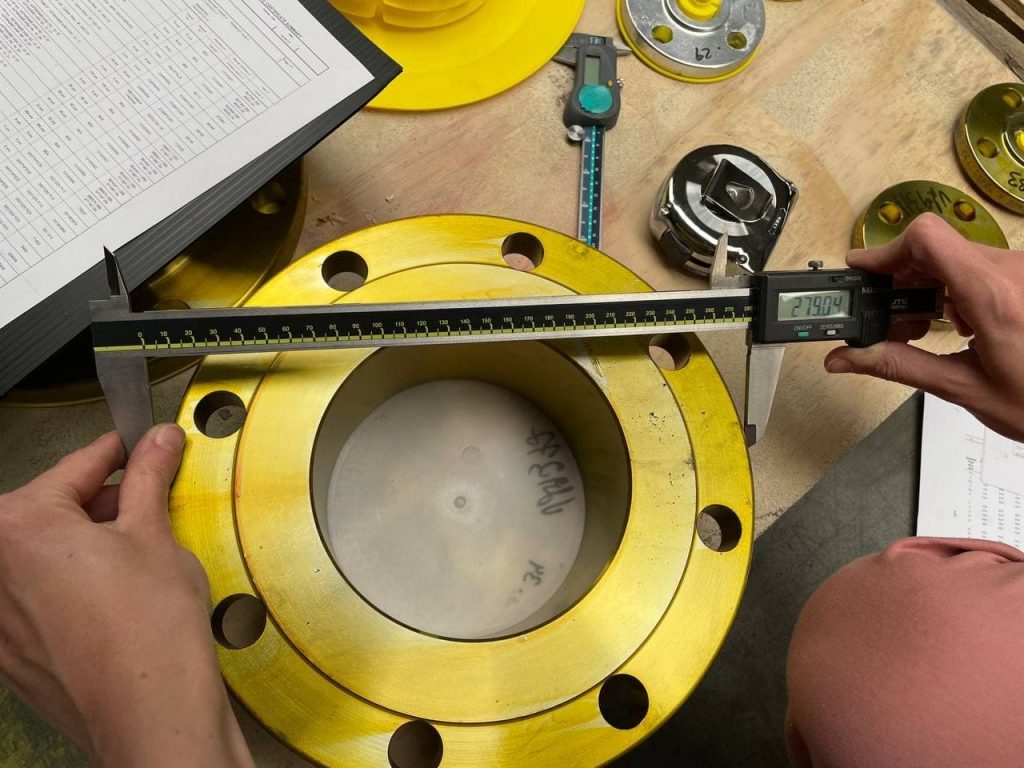
3. Which Dimensions should be checked during flang inspection?
A dimensional check should be performed by a calibrated caliper, ruler, or tape measure under the presence of the TPI inspector on Inner diameter, outside diameter, thickness, sealing surface diameter, flange neck, neck diameter, bolt hole center circle diameter, bolt hole, the width of the sealing surface and other parameters.
Also, the amount of eccentricity and ovality should be controlled against the determined tolerance.

4. Flange Face Control
The inspector should consider the flange face types i.e., Flat Face (FF), Raised Face (RF), Male and Female (M&F), Tongue and groove (T&G), Ring Type Joint (RTJ), requirements according to the relevant standards and general arrangement drawing
5. Flange inspection- Paint control
5.1. Visual inspection:
The painted items should be checked visually for any paint defects e.g. pinhole, blistering, touch up, delamination, etc.

5.2. Dry film thickness check:
The thickness of the coating should be measured and compared with the specified minimum and maximum allowed thickness which has been specified in the painting procedure.
5.3. RAL color code check:
Applied paint color coding will be considered against the ordered RAL code.
In the next article some extra points, which are common in the flange inspection as final inspection will be described.
You can read Flange inspection – Part 2 here