Centrifugal compressor- final inspection is described in this article including hydrotest, pneumatic test, visual, packing, marking, and shipment inspection. Due to the compressor usage, capacity, and contract between purchaser and vendor, some steps could be added or erased but generally, the following steps are applied on the final inspection of the centrifugal compressor.
1- Visual inspection:
A visual inspection is carried out as a final inspection to check the Completeness, Workmanship, Surface Roughness of the casing, oil system, bearing, sealing system, suction and discharge part, flanges, impeller, rotor, etc.

During assembly of the machine and before testing, each component and all piping and appurtenances shall be cleaned by pickling or by another appropriate method to remove
Foreign materials, corrosion products, and mill scale.

2- Hydrostatic pressure test:
It should be noted the pressure-containing parts shall not be painted until the specified hydro test of the parts is completed. Pressure-containing parts shall be tested hydrostatically with liquid at a minimum of 1.5 times the maximum allowable working pressure but not less than 140 kPa gauge (20 Psig).
The hydrostatic pressure test acceptance criteria are specified on the reference standard or internal technical specification of the manufacturer. As an example, the below requirements should be controlled based on the API 617:
Tests shall be maintained for a sufficient period of time to permit complete examination of parts under pressure. The hydrostatic test shall be considered satisfactory when neither leaks nor seepage through the casing or casing joint is observed for a minimum of 30 min. Large, heavy castings may require a longer testing period to be agreed upon by the purchaser and the vendor. Seepage past internal closures required for testing of segmented cases and operation of a test pump to maintain pressure are acceptable.
Furthermore, the chloride content of the used water should be in the specified range in the related standard.
3- Helium Test:
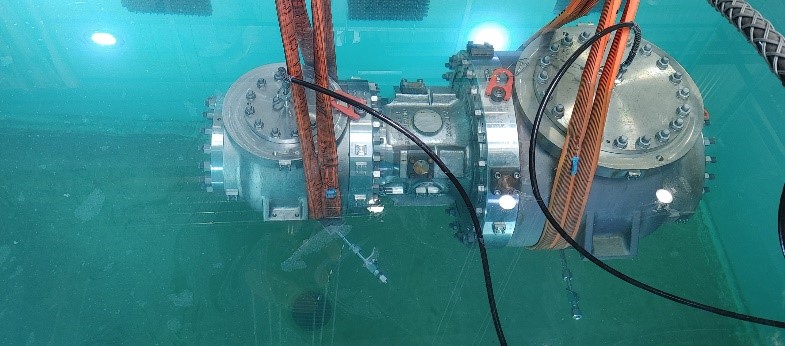
The helium test is done on the Centrifugal compressor- final inspection, immediately after the hydro test and before the final inspection. It should be mentioned in case of a pneumatic test has been specified on the inspection and test plan, pressure-containing parts shall not be painted. The compressor casing is tested for gas leakage with helium at the maximum allowable working pressure under the presence of the third-party inspector.

The test is conducted with the casing submerged in water. The maximum allowable working pressure shall be maintained for a minimum of 30 min. (Based on the API 617), with no bubbles permitted. As an alternative, a non-submerged soap-bubble test may be performed if approved by the purchaser.
4- Packing, Marking, and Shipping:
To check the packing, Marking, and shipping inspection by the TPIA representative, the below steps are carried out:

- The equipment identifications and item serial numbers are checked against the reference bill of material or related checklist. Material shipped separately shall be identified with securely affixed, corrosion-resistant metal tags indicating the item and the serial number of the equipment for which it is intended. In addition, crated equipment shall be shipped with duplicate packing lists, one inside and one on the outside of the shipping container.
- Equipment shall be suitably prepared for the type of shipment specified, including blocking of the rotor when necessary. Blocked rotors are identified by means of corrosion-resistant tags attached with stainless steel wire, which the vendor is hanged or installed on them.
- All internal surfaces that are susceptible to corrosion are coated with a rust preventative
- All flanged openings are fitted with metal protectors in accordance with the specification
- All threaded connections are provided with steel plugs

- Exposed shafts and shaft couplings are covered with waterproof material and sealed
- Exterior surfaces, except for stainless steel or machined surfaces, are checked to be given at least one coat of the manufacturer’s standard finish paint. The paint shall not contain lead or chromates.
- Exterior machined surfaces are controlled to be coated with a rust preventative.
- The inspector controls the interior of the equipment to be clean and free from scale, welding spatter, and foreign objects. The selection and application of preservatives or rust preventives shall be mutually agreed upon by the purchaser and the vendor.

5- Centrifugal compressor- final inspection – Final Book
On the last step of “Centrifugal compressor- final inspection” the third-party inspector reviews and signs the final Dossier including the below documents:
- Material certification,
- Dimensional record,
- NDE reports,
- Hydrostatic test reports,
- Performance test report,
- Run-test reports,
- Strip down inspection reports,
- Manufacturer’s data reports,
- Final inspection report,
- Marking Inspection Report,
- Packing list,
- Spare parts list
STANDARDS:
- API 617: Axial and centrifugal compressors and expander-compressors for petroleum, chemical, and gas industry services
- API 672: Packaged, integrally geared centrifugal air compressors for petroleum, chemical, and gas industry services
- API 614: Lubrication, Shaft-Sealing, and Control-Oil Systems for Special-Purpose Application
- ASME B19.1: Safety standard for air compressor systems
- ASME PTC 10: Performance Test Code on Compressors & Exhausters
- ISO 5389: Turbo-compressor-Performance test code



