Centrifugal compressor during product inspection is a necessary activity, which is performed by the third-party inspection agency according to the customer’s request. This article is specifically described during product inspection activities, regarding the centrifugal compressors with oil and gas and petrochemical industries requirements.
Centrifugal compressor is applied widely in the chemical, oil and gas, and petrochemical industries in the refineries, petrochemicals, and powerplants or related industries. Due to the compressor’s nominal capacity and usage, maybe some systems and components to be added or erased to the compressor unit.
Third-party inspection agency as an independent organization surveys and observes the production process of the compressor unit based on the client’s request and according to the reference codes/standards or approved reference documents and reports them, step by step to the customer all of observation and results.

OUTER CASING, CASING COVERS, AND NOZZLES
1- Chemical analysis & Mechanical Properties:
Chemical analysis and mechanical properties of the outer casing, casing covers, and nozzles should be tested to be ensured whether they complied with the reference code/standard or not. The sampling and tests could be observed by the third-party inspector or to be reviewed.
Moreover, a positive material identification examination could be done on the fabricated items.

2- Ultrasonic examination:
In ultrasonic examination on the outer casing, cover casing, and nozzles, the third-party inspector witnesses the production imperfections and discontinuities on the test surfaces and each deviation should be recorded and to be repaired or rejected.
3- Centrifugal Compressor during product inspection – Magnetic particle or dye penetrant test:
Magnetic particle testing or dye penetrant testing could be done based on the specified steps of the ITP/QCP to detect the surface and subsurface discontinuities. The NDT methods are applied before hydrostatic pressure testing to avoid any probable danger or damage.
4- WPS / PQR:
Before the testing, the welding documents such as WPS, PQR, and welder’s qualification certificates are controlled by the TPI representative, which will be delivered to the customer.
5- Post weld heat treatment (PWHT):
The post-weld heat treatment is carried out on the casing and nozzles to decrease the residual stress and improve the weld microstructure. The PHWT is to be performed according to the related standard and procedure.
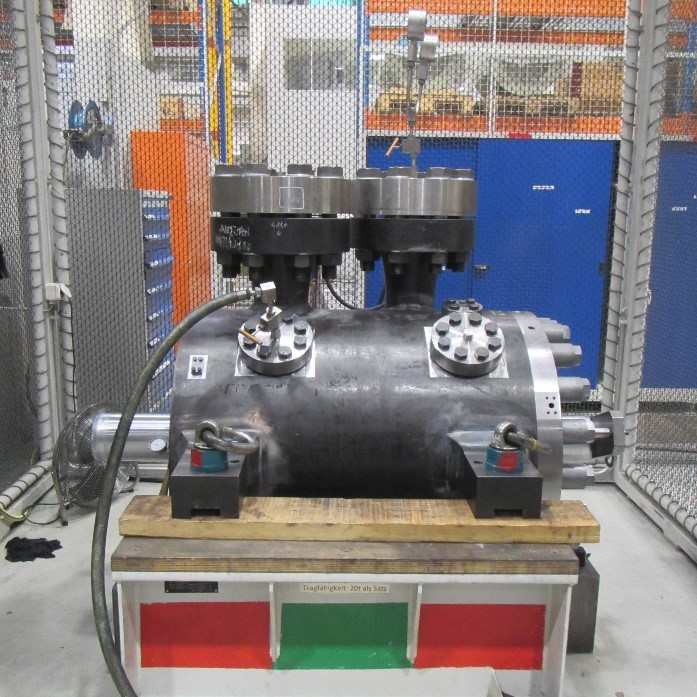
6- Centrifugal Compressor during product inspection-Hydrostatic Pressure Test:
The hydrostatic pressure test is one of the important activities of the “Centrifugal Compressor during product inspection” which is to be performed on the compressor casing at a minimum of 1.5 times the maximum allowable working pressure for a minimum of 30 min (acc to API 617)
The TPI inspector controls the validity of the calibration of the used instrument, also the chloride content of the water should be in the acceptable range (less than 50 ppm is specified in API 617).
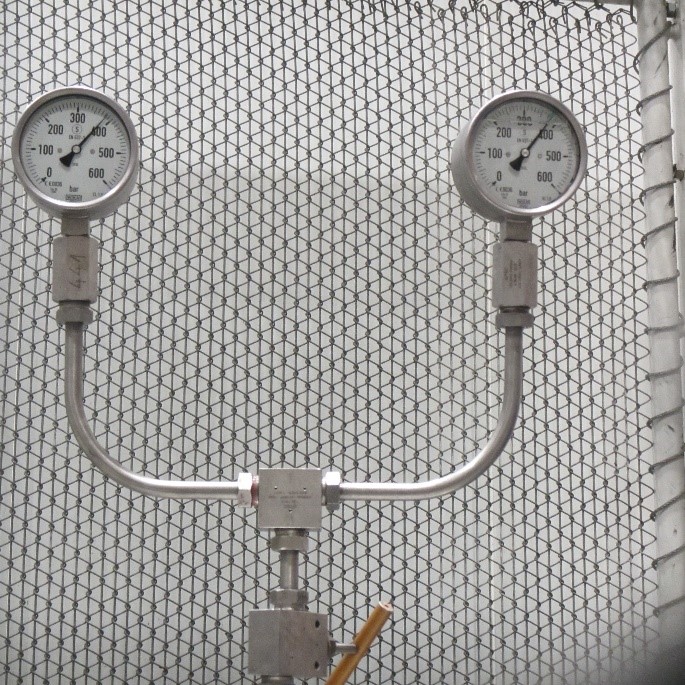
Used calibrated Instruments
During the hydrostatic pressure test, the technical inspector checks not only the tested item for any leakage but also controls any pressure drop and compares them against the reference acceptance criteria mentioned in the standard and test procedure. After the test, all residual liquid must be removed from the tested parts.
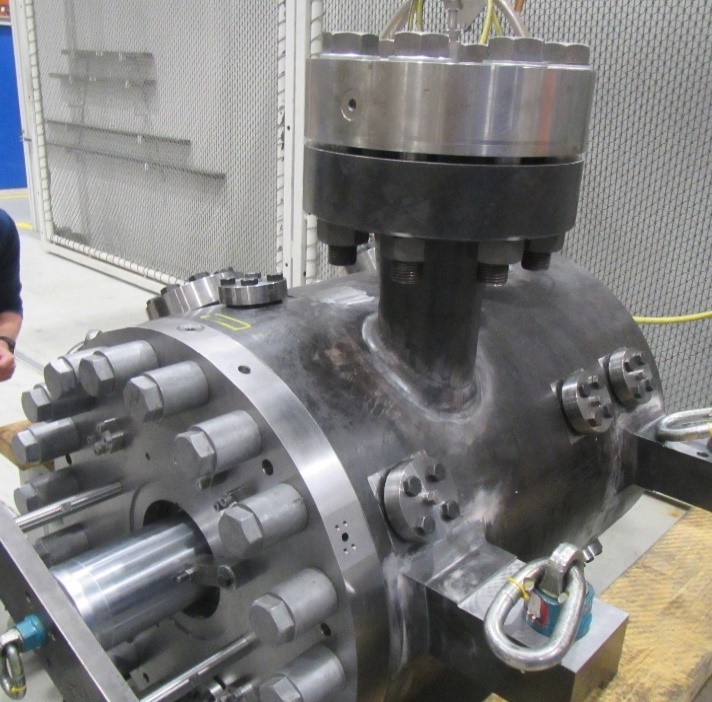
7- Centrifugal Compressor during product inspection -Visual check:
A visual inspection is carried out by the inspector on the tested casing after decreasing the pressure. No sign of deformation, damage, or leakage should be observed on the tested item.
After the test and decreasing the pressure, by using the dial indicators, which have been installed on the casing, the value of displacements are measured and recorded, it should be in the range of the acceptance limit.
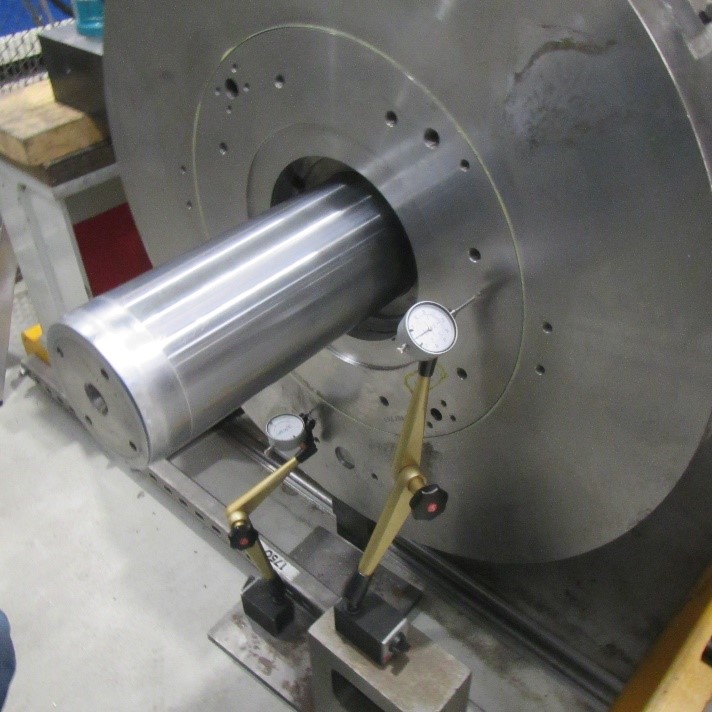
the permanent displacement after the test
8- Painting:
Color coding check-in comparison with the specified RAL code and also, dry film thickness “DFT” is measured and compared with the reference values.
The technical inspector checks the painting visually for any paint imperfection or defect such as Brush Marks, Chalking, Sagging, Drying not proper, Efflorescence, Peeling, Flaking …, etc.
It should be considered the “Centrifugal Compressor during product inspection” activities are belong to the compressor usage and work pressure, inspection budget, and client’s request, which means the third party inspection representative either witness these steps or review the proof documents that are provided by the manufacture.
In the next article, “TPI inspection for Centrifugal Compressor” further steps of testing and inspection activities will be described.



